Hi Leute
ich hab gestern dank eines Forenmitglieds eine Fräse bekommen, allerdings ist die schon
15 Jahre alt und somit die Stecker (aber nur die Stecker") ) ein bischen veraltet.
) ein bischen veraltet.
Ich bräuchte einen Sub-D zu Usb Adapter, allerdings mit Stecker.
Also der

soll am Kabel sein.
So sieht die Buchse der Fräse aus:
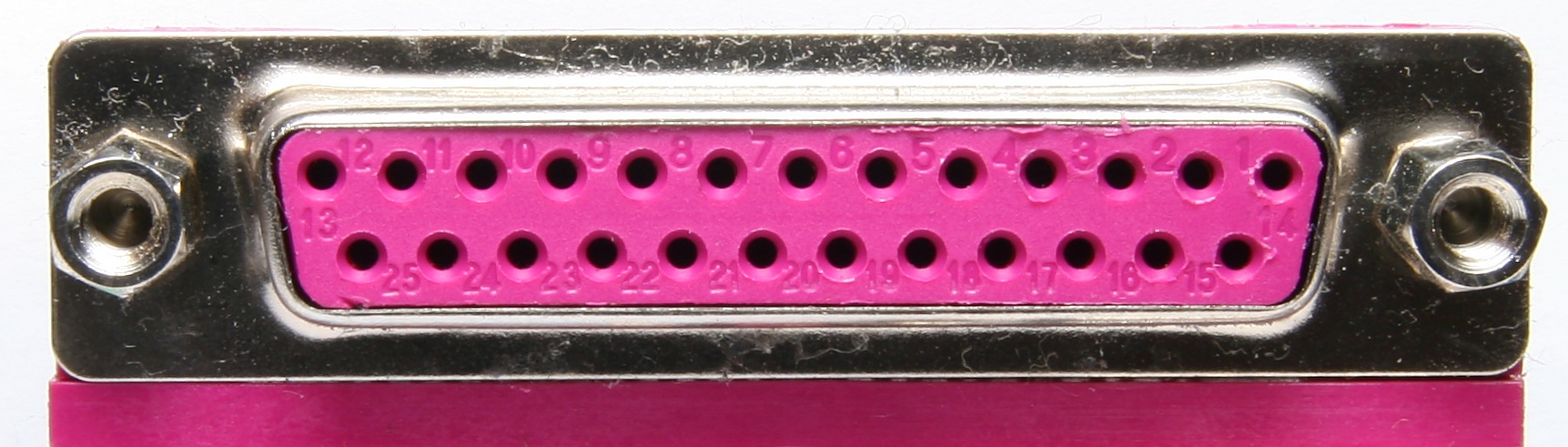
Bisher hab ich nur Kabel mit Buchse daran gefunden und keine anderen
Vielen Danks schonmal
Lg Jakob
ich hab gestern dank eines Forenmitglieds eine Fräse bekommen, allerdings ist die schon
15 Jahre alt und somit die Stecker (aber nur die Stecker
) ein bischen veraltet.Ich bräuchte einen Sub-D zu Usb Adapter, allerdings mit Stecker.
Also der
soll am Kabel sein.
So sieht die Buchse der Fräse aus:
Bisher hab ich nur Kabel mit Buchse daran gefunden und keine anderen
Vielen Danks schonmal
Lg Jakob
")
 Cool!
Cool!