Stefan Franke
User
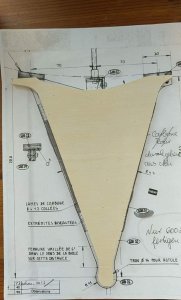
Hallo, habe gerade meine Fräse in Betrieb genommen. Diese war bisher bei meinem Bruder im Einsatz und die Teile passten ganz gut.
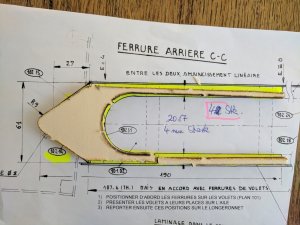
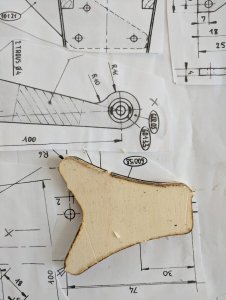
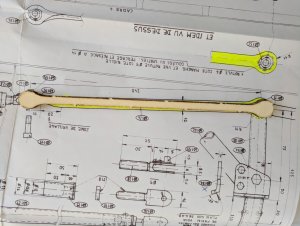
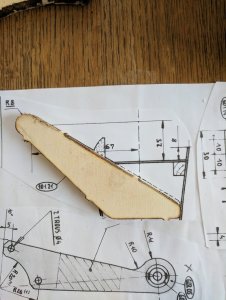
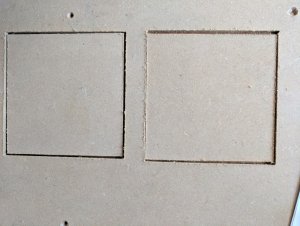
Nun habe ich mehrere Teile aus einer Zeichnung mit Estlcam vorbereitet und in Mach 3 gefräst. Zur Probe das ganze erst in Holz.
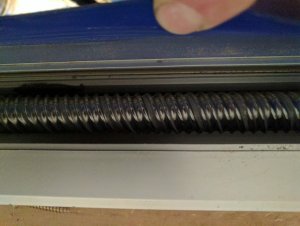
Manche Teile passen ganz gut... manche überhaupt nicht... anbei mal ein paar Bilder.... Woran könnte das liegen?
Nun habe ich mehrere Teile aus einer Zeichnung mit Estlcam vorbereitet und in Mach 3 gefräst. Zur Probe das ganze erst in Holz.
Manche Teile passen ganz gut... manche überhaupt nicht... anbei mal ein paar Bilder.... Woran könnte das liegen?







")