Gnumpfer79
User
Nein, da hast Du recht, aber die Auflösung wird besser.
Hab mich da etwas verkürzt ausgedrückt, sorry.
Bei gleicher Schneidegeschwindigkeit ist "langsam laufen" = wenig Schritte/mm.
Mit einem Getriebe läuft der Motor schneller, macht also mehr Schritte/mm.
Mit micro stepping läuft der Motor noch genauso schnell, braucht aber mehr Schritte/umdr.
Grüße, Gerd
Ihr solltet nicht so einen hohen Wert auf das Microstepping legen.
Es ist nämlich auch die Frage ob der Motor das kann.
Meine machen Voll- und Halbschritt, ab Viertelschritt fangen sie an zu pfeifen und haben massive Schrittverluste und das bei 27 V und voller Bestromung was der Motor kann. Das liegt wohl daran das der Motor nur vier Spulen hat. Ich würde eher dazu raten einen Motor mit 1,8 Grad im Vollschritt zu kaufen und den dann im Halbschritt zu betreiben.
Das soll aber nicht heisen, daß ich mit meiner Anlage nicht zufrieden bin.
Mit ihr kann man Formen schneiden, die würde man mit der Hand nicht hinbekommen und da ist es mir egal ob sie etwas rattert oder nicht.
Gruss Markus
") ),
),
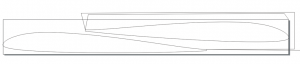
") . Mein Wunsch ist dabei auch das Styro möglichst effizient zu nutzen und gleichzeitig möglichst viel "automatisiert" zu machen. Da ist es nunmal wichtig die genauen Wege die der Draht macht exakt bestimmen zu können. Momentan sehen meine Cad Daten so aus, dass ich aus einem 40x50x5cm Styro Stück beide Tragflächen schneiden kann.
. Mein Wunsch ist dabei auch das Styro möglichst effizient zu nutzen und gleichzeitig möglichst viel "automatisiert" zu machen. Da ist es nunmal wichtig die genauen Wege die der Draht macht exakt bestimmen zu können. Momentan sehen meine Cad Daten so aus, dass ich aus einem 40x50x5cm Styro Stück beide Tragflächen schneiden kann.