Morgen Männer,
hab ein kleines Problem mit der Genauigkeit der Styro-Schneide.
Vielleicht könnt ihr mir helfen.
Hintergrund des neuen Vermessens war die Veränderung der Geometriedaten, weil ich eine Glasplatte auf den Holztisch gelegt habe, die ist zu 100% gerade und ich habe sie von meinem Chef geschenkt bekommen. Außerdem hatte ich den Wickelsinn von Motor 2 und 4 auf Gegenuhrzeigersinn gewechselt, was aber nichts ausmachen sollte, da ichs dann auch wieder im Uhrzeigersinn laufen lies und der gleiche Fehler auftritt.
Was ich bisher gemacht habe:
Als erstes wurden die Schritte pro mm ausgemessen für jeden Motor, wobei ich für jeden Motor 5x gemessen habe. Da kommt dann was wie 15,29 raus (0,8A Schrittmotoren)
Dann habe ich den Nullpunkt bestimmt, indem ich so vorgegangen bin wie es Hans beschreibt, dabei habe ich das Bandmaß immer unten eingehängt und gemessen.
Nullpunkt habe ich nochmal kontrolliert indem ich die Mitte zwischen den Achsen der beiden Motoren genommen habe und das Lot auf den Tisch gefällt habe.
Achsabstände habe ich so gemessen, indem ich auf der linken Seite das Bandmaß eingehägt habe und auf der anderen Seite links an der Trommel abgelesen habe, somit komme ich auf das Achsmaß, da sich die Radien gegenseitig aufheben.
Dann bin ich auf den Nullpunkt gefahren und habe mit dem Handbetrieb die Motoren in die Absetzposition gefahren, die liegen ca. bei -350/3,0, also ziemlich knapp über 0.
Danach in PlotCut Erstbetrieb ausgeführt und nun kommt der Fehler:
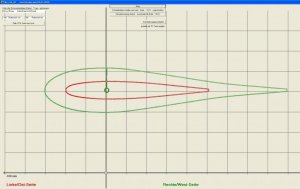
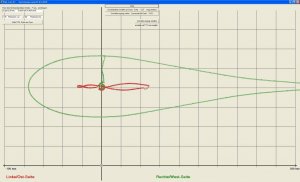
Die 200mm hoch über dem Nullpunkt sind 209 und 208, die 10mm über dem Nullpunkt sind 8,5 und 9. Und der Nullpunkt ist um knapp 10mm je Seite in positive X-Richtung verschoben.
Ein Probeschnitt der von 0 in pos. X-Richtung ein Rechteck mit 120x35 schneiden soll ergibt ein sauberes Rechteck mit 115x35.
Hier komm ich gerade nicht weiter!
Gruß Tobias
PS.: Funflyer ist ja aus Hollfeld, nicht so weit weg von Wunsiedel!
")



") .
. :rolleyes:")