hanszweidrei
User
Low Budget
Low Budget
Hallo Bastian!
Ja, Dein Projekt kann sich sehen lassen!
Ich habe großen Respekt vor Deiner Leistung!
Vielen Dank dafür.
Was bisher möglich ist, hast Du ja aufgelistet.
Ebenso, was Du noch vor hast!
Weiterhin viel Spaß an Diesem Projekt
wünscht Dir, Hans
Low Budget
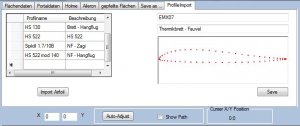
Funktionen die dazu gekommen sind.
- Rundholm (max. 2) frei Positioniertbar
- Rechteckiger Hom (oben und/oder unten) frei Positioniertbar
- QUerruderausschnitt frei Positionierbar
- Auto-Adjust ("sollte" in Berücksichtung des Schneideweges die Schneidedaten optimal automatisch Positionieren)
- Anfahrts und Rückfahrtsdaten werden in die Schneidedatei eingefügt
Geplant ist noch:
- g-code Ausgabe für unsere EMC² Freunde
- Track Funktion (x-Punkte / mm)
- Beplankung
- XFoil - Integrierung
- autmoatische Ausgabe der umgekehrten Ost- und Westdaten für Flügelpaare
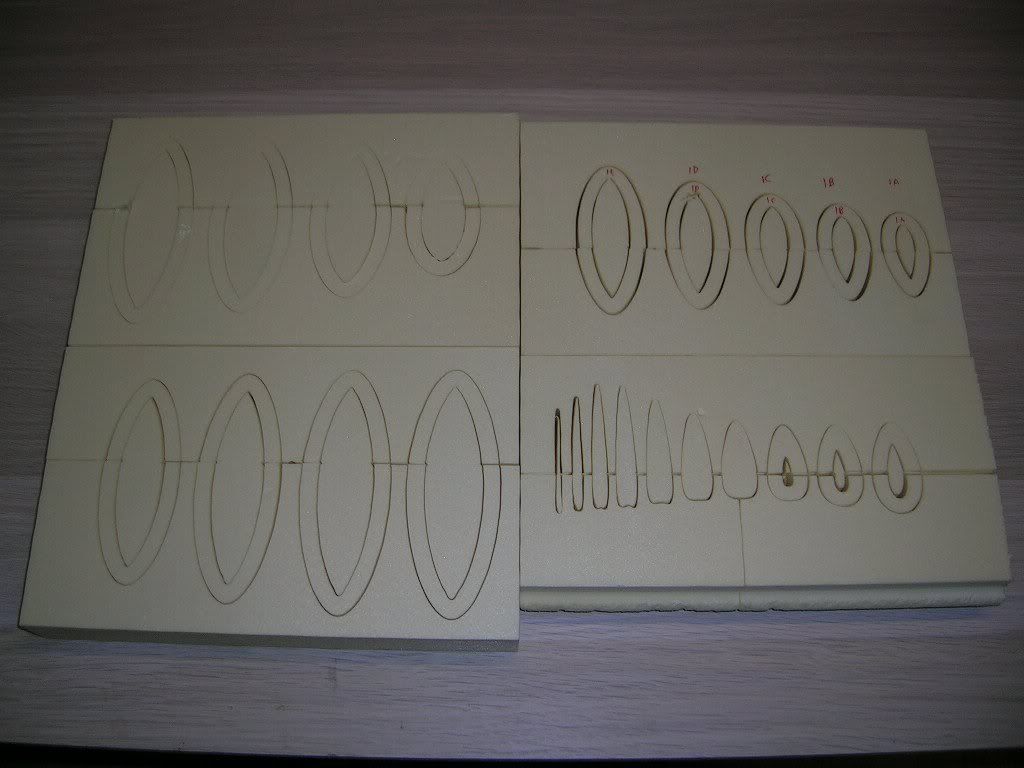
- automatische Ausgabe der Blockzuschnitte
Denke, das Ergebnis kann sich sehen lassen.
Hallo Bastian!
Ja, Dein Projekt kann sich sehen lassen!
Ich habe großen Respekt vor Deiner Leistung!
Vielen Dank dafür.
Was bisher möglich ist, hast Du ja aufgelistet.
Ebenso, was Du noch vor hast!
Weiterhin viel Spaß an Diesem Projekt
wünscht Dir, Hans
")



.JPG")

") .....???????
.....???????