Hallo Zusammen
Ich lese schon ziemlich lange hier im Forum mit und schreibe auch ab und zu meine Beiträge. Durch dieses Forum habe ich das meiste Wissen über Nurflügler und deren Auslegung sammeln können. Viele nette und kompetente Leute haben mir nützliche Tipps gegeben.
Nurflügler baue ich schon recht lange, angefangen mit unbespanntem EPP, später mit bespanntem EPP, aber irgendwann kam der Wunsch auf einen Nurflügler präziser bauen zu können.
Wie die meisten von hier habe ich keine Möglichkeit aus CNC Formen zu bauen, also begann ich mich in die Technik des Vacum bagings einzulesen. Dabei wird der Flügel im Vakuum zwischen Mylarfolien gepresst. Erste Versuche waren erfolgreich und bald flog mein Pfeilnurflügler "Hype" als mein erstes Modell in dieser Technik. Da die Ergebnisse wirklich sehr gut sind und die Arbeitstechnik nicht wirklich schwierig ist, beschloss ich eine kurze Anleitung zu schreiben, für die die Interesse an dem Thema haben. Ich hoffe so dem Forum und anderen Mitgliedern etwas zu helfen, so wie auch mir immer wieder geholfen wird.
Vorab möchte ich noch erwähnen das ich absolut kein Profi bin auf dem Gebiet und meine Bauweise durchaus Schritte haben kann die verbessert werden können, dann könnt ihr gerne auch konstruktive Kritik anbringen.
Zuerst beginnt alles mit der Auslegung des Brettes. Wer hier, wie ich, nicht den Durchblick hat und etwas ganz neues probieren will, der kann sich an die Anleitung von Peter Wick halten, die er vor einiger Zeit ins Forum gestellt hat. Dort sind alle nötigen Abmessungen als Variabeln gegeben.
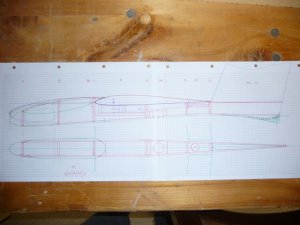
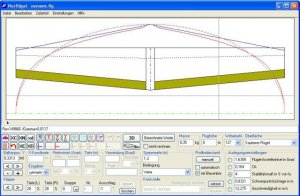
Als nächstes kann, muss man aber nicht, den Entwurf im Ranis überprüfen (was sicher ratsam ist). Bei mir sieht das in etwa so aus. Ziel war es ein Brett zu bauen das kompromisslos auf Leistung ausgelegt ist, Optik spielte keine Rolle. Da man mit einem Schneidbogen maximal 700mm Halbspannweite gut schneiden kann, entschloss ich mich für eine Spannweite von 1300mm. Die weiteren Daten sind aus PWs PDF dann einfach zu berechnen.
- Spannweite 1300mm
- TI 205mm
- TA 145mm
- Nasenleiste gerade
- V-Form +1° (11.3mm)
- PW98 innen
- PW98 7.5% aussen
Die Ruder sollten prozentual aussen tiefer sein als innen, um beim ziehen das Brett aerodynamisch leicht zu schränken, das zögert den Abriss etwas hinaus. Bei mir sind die Ruder konstant 40mm tief, was etwa 20 auf 28% entspricht.
Bei einem Brett ist es wichtig die Masse möglichst gut zu zentrieren. Daher habe ich mich entschlossen die Nase des Bretts mit 150mm relativ kurz zu machen und dafür etwas mehr Blei mitzufliegen. Ebenso habe ich die Servos im Rumpf eingebaut. Die Fläche sollte zudem leicht gebaut werden, um das Trägheitsmoment klein zu halten. Hier kommt uns die Bauweise sehr entgegen (leicht und steif). So viel zur Auslegung.
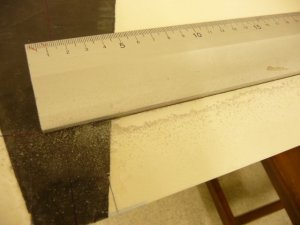
Als nächstes werden die Schneidschablonen erstellt. Diese entweder zusägen und schleifen (genau arbeiten!) oder per CNC herstellen lassen. Wer einen Kollegen hat der eine Styro CNC hat, noch besser. Wichtig ist ein sauberer Einlauf an der Nasenleiste und eine mit der Profilsehne auslaufende Endleiste.
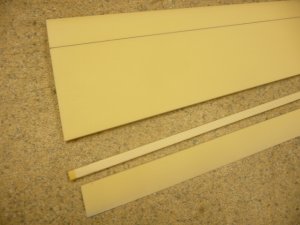
Die Flächen werden aus Jackodur oder XPS geschnitten (XPS ist besser). Nicht aus Styropor. Styropor ist zwar leichter, aber hat keine homogene Oberfläche und verträgt viel weniger unterdruck. Dabei ist zu beachten das man die Flächenhälften links und rechts 5mm länger schneidet als benötigt, warum sehen wir später. In diesem Fall also 650mm +5+5=660mm.
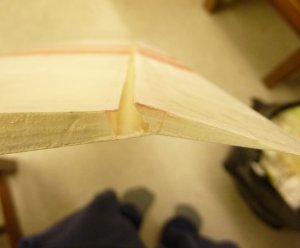
Wenn die Kerne geschnitten sind werden sie verschliffen, bis die Oberfläche glatt ist (aufpassen das die Endleiste nicht einreisst!). hier könnte man die Randbögen optisch noch abrunden, darauf habe ich der Einfachheit halber verzichtet.
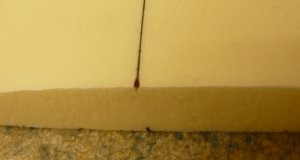
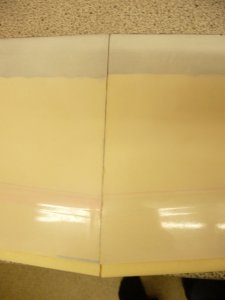
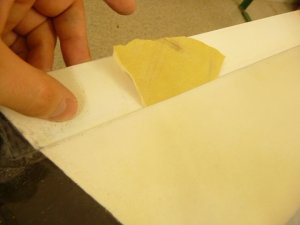
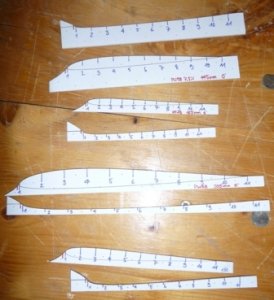
Um später die Kerne zu pressen bereiten wir nun das Mylar vor. Das ist eine dünne Folie (siehe Bilder). Die Kerne dienen uns dabei als Schablone. dabei wird genau die Kontur der Kerne ausgeschnitte, plus an der Endleiste 10mm mehr.
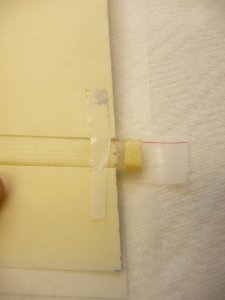
Auf der Rückseite der Folie können wir alle möglichen Notitzen und Markierungen machen (wo später der Holm und die D-Box etc hinkommt). Sind alle Markierungen drauf schleifen wir mit einem Dremel die ersten 20mm ander Nasenleiste des Mylars dünn. Das ist nötig damit sich das Mylar beim Pressen schön um die Nasenleiste legen kann.
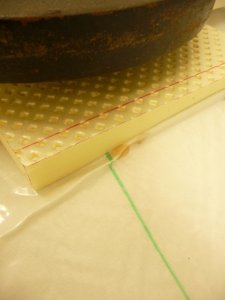
Nun werden die Folien mit Brennspritt gereinigt (Vorderseite) und eingetrennt. Dabei wird zuerst Trennwachs aufgetragen und nach dem trocknen poliert, anschliessend eine Lage PVA (Folientrennmittel). Wer Lust hat kann jetzt noch die Lackierung aufbringen (gegen den Prototypen Look, nicht wahr Uwe") ) Dabei kann entweder 2k Lack genommen werden oder Spraydosen aus dem Baumarkt (vorher an einem Teststück ausprobieren, nicht alles trennen gleich gut).
) Dabei kann entweder 2k Lack genommen werden oder Spraydosen aus dem Baumarkt (vorher an einem Teststück ausprobieren, nicht alles trennen gleich gut).
Die Mylar Folien sind damit fertig und können zur Seite gelegt werden (vor Staub etc. Schützen).
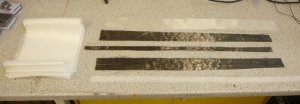
Kommen wir nun zum Gewebezuschnitt. Hier muss man sich für ein Layup entscheiden. Wer wie ich das nicht selber abschätzen kann orientiert sich am besten an bereits bestehenden Modellen.
Das Layup hier sieht folgendermassen aus:
- Nasenleiste 50er UD und 50er Glas
- Vollflächig 2x45er Glas
- D-Box aus 50er UD
- Abreissgewebe als Scharnier (leichtes kevlar wäre besser)
Das Gewebe wird selbstverständlich unter 45° zugeschnitten und verlegt (Torsion). Von der Festigkeit her würde auch eine Lage 50er Glas ausreichen, aber dann ist die Druckfestigkeit sehr bescheiden (SAL Modelle sind so aufgebaut).
Ich lese schon ziemlich lange hier im Forum mit und schreibe auch ab und zu meine Beiträge. Durch dieses Forum habe ich das meiste Wissen über Nurflügler und deren Auslegung sammeln können. Viele nette und kompetente Leute haben mir nützliche Tipps gegeben.
Nurflügler baue ich schon recht lange, angefangen mit unbespanntem EPP, später mit bespanntem EPP, aber irgendwann kam der Wunsch auf einen Nurflügler präziser bauen zu können.
Wie die meisten von hier habe ich keine Möglichkeit aus CNC Formen zu bauen, also begann ich mich in die Technik des Vacum bagings einzulesen. Dabei wird der Flügel im Vakuum zwischen Mylarfolien gepresst. Erste Versuche waren erfolgreich und bald flog mein Pfeilnurflügler "Hype" als mein erstes Modell in dieser Technik. Da die Ergebnisse wirklich sehr gut sind und die Arbeitstechnik nicht wirklich schwierig ist, beschloss ich eine kurze Anleitung zu schreiben, für die die Interesse an dem Thema haben. Ich hoffe so dem Forum und anderen Mitgliedern etwas zu helfen, so wie auch mir immer wieder geholfen wird.
Vorab möchte ich noch erwähnen das ich absolut kein Profi bin auf dem Gebiet und meine Bauweise durchaus Schritte haben kann die verbessert werden können, dann könnt ihr gerne auch konstruktive Kritik anbringen.
Zuerst beginnt alles mit der Auslegung des Brettes. Wer hier, wie ich, nicht den Durchblick hat und etwas ganz neues probieren will, der kann sich an die Anleitung von Peter Wick halten, die er vor einiger Zeit ins Forum gestellt hat. Dort sind alle nötigen Abmessungen als Variabeln gegeben.
Als nächstes kann, muss man aber nicht, den Entwurf im Ranis überprüfen (was sicher ratsam ist). Bei mir sieht das in etwa so aus. Ziel war es ein Brett zu bauen das kompromisslos auf Leistung ausgelegt ist, Optik spielte keine Rolle. Da man mit einem Schneidbogen maximal 700mm Halbspannweite gut schneiden kann, entschloss ich mich für eine Spannweite von 1300mm. Die weiteren Daten sind aus PWs PDF dann einfach zu berechnen.
- Spannweite 1300mm
- TI 205mm
- TA 145mm
- Nasenleiste gerade
- V-Form +1° (11.3mm)
- PW98 innen
- PW98 7.5% aussen
Die Ruder sollten prozentual aussen tiefer sein als innen, um beim ziehen das Brett aerodynamisch leicht zu schränken, das zögert den Abriss etwas hinaus. Bei mir sind die Ruder konstant 40mm tief, was etwa 20 auf 28% entspricht.
Bei einem Brett ist es wichtig die Masse möglichst gut zu zentrieren. Daher habe ich mich entschlossen die Nase des Bretts mit 150mm relativ kurz zu machen und dafür etwas mehr Blei mitzufliegen. Ebenso habe ich die Servos im Rumpf eingebaut. Die Fläche sollte zudem leicht gebaut werden, um das Trägheitsmoment klein zu halten. Hier kommt uns die Bauweise sehr entgegen (leicht und steif). So viel zur Auslegung.
Als nächstes werden die Schneidschablonen erstellt. Diese entweder zusägen und schleifen (genau arbeiten!) oder per CNC herstellen lassen. Wer einen Kollegen hat der eine Styro CNC hat, noch besser. Wichtig ist ein sauberer Einlauf an der Nasenleiste und eine mit der Profilsehne auslaufende Endleiste.
Die Flächen werden aus Jackodur oder XPS geschnitten (XPS ist besser). Nicht aus Styropor. Styropor ist zwar leichter, aber hat keine homogene Oberfläche und verträgt viel weniger unterdruck. Dabei ist zu beachten das man die Flächenhälften links und rechts 5mm länger schneidet als benötigt, warum sehen wir später. In diesem Fall also 650mm +5+5=660mm.
Wenn die Kerne geschnitten sind werden sie verschliffen, bis die Oberfläche glatt ist (aufpassen das die Endleiste nicht einreisst!). hier könnte man die Randbögen optisch noch abrunden, darauf habe ich der Einfachheit halber verzichtet.
Um später die Kerne zu pressen bereiten wir nun das Mylar vor. Das ist eine dünne Folie (siehe Bilder). Die Kerne dienen uns dabei als Schablone. dabei wird genau die Kontur der Kerne ausgeschnitte, plus an der Endleiste 10mm mehr.
Auf der Rückseite der Folie können wir alle möglichen Notitzen und Markierungen machen (wo später der Holm und die D-Box etc hinkommt). Sind alle Markierungen drauf schleifen wir mit einem Dremel die ersten 20mm ander Nasenleiste des Mylars dünn. Das ist nötig damit sich das Mylar beim Pressen schön um die Nasenleiste legen kann.
Nun werden die Folien mit Brennspritt gereinigt (Vorderseite) und eingetrennt. Dabei wird zuerst Trennwachs aufgetragen und nach dem trocknen poliert, anschliessend eine Lage PVA (Folientrennmittel). Wer Lust hat kann jetzt noch die Lackierung aufbringen (gegen den Prototypen Look, nicht wahr Uwe
) Dabei kann entweder 2k Lack genommen werden oder Spraydosen aus dem Baumarkt (vorher an einem Teststück ausprobieren, nicht alles trennen gleich gut).Die Mylar Folien sind damit fertig und können zur Seite gelegt werden (vor Staub etc. Schützen).
Kommen wir nun zum Gewebezuschnitt. Hier muss man sich für ein Layup entscheiden. Wer wie ich das nicht selber abschätzen kann orientiert sich am besten an bereits bestehenden Modellen.
Das Layup hier sieht folgendermassen aus:
- Nasenleiste 50er UD und 50er Glas
- Vollflächig 2x45er Glas
- D-Box aus 50er UD
- Abreissgewebe als Scharnier (leichtes kevlar wäre besser)
Das Gewebe wird selbstverständlich unter 45° zugeschnitten und verlegt (Torsion). Von der Festigkeit her würde auch eine Lage 50er Glas ausreichen, aber dann ist die Druckfestigkeit sehr bescheiden (SAL Modelle sind so aufgebaut).

")