Du verwendest einen veralteten Browser. Es ist möglich, dass diese oder andere Websites nicht korrekt angezeigt werden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Estlcam
- Ersteller Gast_53593
- Erstellt am
Christian Knüll
User
Hallo,
den Kantenradius?
Radiusfräser machen für 2.5D Arbeiten sehr wenig Sinn, außer man möchte abgerundete Kanten am Taschengrund haben.
Du kannst so einen Fräser dennoch einfach verwenden, für die Berechnungsergebnisse in 2.5D spielt der Kantenradius so oder so keine Rolle...
Christian
den Kantenradius?
Radiusfräser machen für 2.5D Arbeiten sehr wenig Sinn, außer man möchte abgerundete Kanten am Taschengrund haben.
Du kannst so einen Fräser dennoch einfach verwenden, für die Berechnungsergebnisse in 2.5D spielt der Kantenradius so oder so keine Rolle...
Christian

Gast_53593
User gesperrt
Hallo Patrik
was genau willst du den Machen?
wen du ein 3 D teil Hochladen musst du StL auswählen das erkennt Estelcam
2 D dan musst du deine skitzze in eine DxF umwandeln auch das wird dan Problemlos erkannt
Norbert
was genau willst du den Machen?
wen du ein 3 D teil Hochladen musst du StL auswählen das erkennt Estelcam
2 D dan musst du deine skitzze in eine DxF umwandeln auch das wird dan Problemlos erkannt
Norbert
Ich habe bisher SheetCAM TNG benutzt, dort war es immer sehr umständlich, verschiedene Konturen zu bearbeiten/bezeichnen & ich hoffe, mit Estlcam besser damit zurecht zu kommen.
Im Prinzip möchte ich mehrflächige Teile einfach in Estcam laden. Wie geht denn das bei Inventor mit der Skizze?
Im Prinzip möchte ich mehrflächige Teile einfach in Estcam laden. Wie geht denn das bei Inventor mit der Skizze?
Taschen Räumen
Taschen Räumen
Guten Abend zusammen,
Ich habe mal eine Frage zum Ausräumen von Taschen.
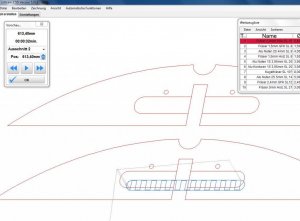
Es scheint dem Zufall überlassen zu sein, daß beim Räumen von langen, schmalen Taschen die Strategie mal quer zur Längsrichtung der Tasche und mal (viel sinnvoller) in der Länge der Tasche erfolgt.
Gibt es einen Punkt an dem ich die Strategie beeinflussen kann?
Im Bild zu sehen ein Bsp. für das Räumen quer zur Längsrichtung der Tasche (nicht sinnvoll).
Danke schon mal vorab.
Taschen Räumen
Guten Abend zusammen,
Ich habe mal eine Frage zum Ausräumen von Taschen.
Es scheint dem Zufall überlassen zu sein, daß beim Räumen von langen, schmalen Taschen die Strategie mal quer zur Längsrichtung der Tasche und mal (viel sinnvoller) in der Länge der Tasche erfolgt.
Gibt es einen Punkt an dem ich die Strategie beeinflussen kann?
Im Bild zu sehen ein Bsp. für das Räumen quer zur Längsrichtung der Tasche (nicht sinnvoll).
Danke schon mal vorab.
Anhänge


Guten Morgen,
wie schon geschrieben wird mein Powtran FU vom 0-10V Signal von Mach 3 angesteuert. Mir ist aufgefallen, dass er nach dem ersten Programmstart von Mach3 und anschließendem Fräsprogrammstart die Drehzahl nicht an den FU meldet. Anfangs hatte ich das schalten des Spindelrelais über >10% PWM im Triple Beast eingestellt, dadurch ging die Spindel garnicht an. Jetzt habe ich den Spindelstart und das PWM Signal mal getrennt und so wird die ganze Sache etwas durchsichtiger. Beim Starten eines Fräsprogrammes wird das Spindelrelais durch den M03 Befehl gestartet. Da der FU in dieser Zeile noch keine Info hat wie schnell er drehen soll, läuft er erstmal auf die im FU eingestellte Minimaldrehzahl hoch. Bei mir 50Hz = 3000 1/min.
Das erste Teil fährt er nun mit dieser Geschwindigkeit, da das PWM Signal nicht auf die Drehzahlangabe ein paar Zeilen später reagiert. (Warum weiss ich nicht)
Dann kommt der erste Werkzeugwechsel und nach dem Starten läuft er durch M03 wieder auf 3000 1/min hoch. Da er auch hier wieder in der Zeile des eintauchens die Info der Drehzahl bekommt läuft er dann, wohl gemerkt beim Eintauchen, auf die eingestellte Drehzahl hoch. Diese erreicht er irgendwann während des Eintauchprozesses.
Nach dem nächsten Werkzeugwechsel läuft die Spindel durch M03 auf die im vorherigen Abschnitt eingestellte Drehzahl hoch und ändert diese erst beim eintauchen, da in dieser Zeile die neue Drehzahl steht.
Nun ich habe die Drehzahlbefehle mal manuell direkt hinter die M03 Befehle geschrieben und habe fest gestellt. Dass er auch nach dem Start von Mach 3 beim Spindelstart auf die richtige Drehzahl hoch läuft.
Ist es möglich Estlcam zu sagen, dass er die Drehzahl nicht ins Teil schreibt, sondern direkt hinter den M03 Befehlt? Unter Einstellung/CNC Programme müsste die Drehzahl in Programmstart 2,5/3D und in Werkzeugwechsel reingeschrieben werden.
Welchen Befehl muss ich hier für die Drehzahl eintragen und wie stelle ich sicher, dass er die Drehzahl nicht auch in das Teil schreibt?
Gruß Marc
wie schon geschrieben wird mein Powtran FU vom 0-10V Signal von Mach 3 angesteuert. Mir ist aufgefallen, dass er nach dem ersten Programmstart von Mach3 und anschließendem Fräsprogrammstart die Drehzahl nicht an den FU meldet. Anfangs hatte ich das schalten des Spindelrelais über >10% PWM im Triple Beast eingestellt, dadurch ging die Spindel garnicht an. Jetzt habe ich den Spindelstart und das PWM Signal mal getrennt und so wird die ganze Sache etwas durchsichtiger. Beim Starten eines Fräsprogrammes wird das Spindelrelais durch den M03 Befehl gestartet. Da der FU in dieser Zeile noch keine Info hat wie schnell er drehen soll, läuft er erstmal auf die im FU eingestellte Minimaldrehzahl hoch. Bei mir 50Hz = 3000 1/min.
Das erste Teil fährt er nun mit dieser Geschwindigkeit, da das PWM Signal nicht auf die Drehzahlangabe ein paar Zeilen später reagiert. (Warum weiss ich nicht)
Dann kommt der erste Werkzeugwechsel und nach dem Starten läuft er durch M03 wieder auf 3000 1/min hoch. Da er auch hier wieder in der Zeile des eintauchens die Info der Drehzahl bekommt läuft er dann, wohl gemerkt beim Eintauchen, auf die eingestellte Drehzahl hoch. Diese erreicht er irgendwann während des Eintauchprozesses.
Nach dem nächsten Werkzeugwechsel läuft die Spindel durch M03 auf die im vorherigen Abschnitt eingestellte Drehzahl hoch und ändert diese erst beim eintauchen, da in dieser Zeile die neue Drehzahl steht.
Nun ich habe die Drehzahlbefehle mal manuell direkt hinter die M03 Befehle geschrieben und habe fest gestellt. Dass er auch nach dem Start von Mach 3 beim Spindelstart auf die richtige Drehzahl hoch läuft.
Ist es möglich Estlcam zu sagen, dass er die Drehzahl nicht ins Teil schreibt, sondern direkt hinter den M03 Befehlt? Unter Einstellung/CNC Programme müsste die Drehzahl in Programmstart 2,5/3D und in Werkzeugwechsel reingeschrieben werden.
Welchen Befehl muss ich hier für die Drehzahl eintragen und wie stelle ich sicher, dass er die Drehzahl nicht auch in das Teil schreibt?
Gruß Marc
Moin,
ich denke das mein Mach3 richtig konfiguriert ist, da ich in Mach 3 die Drehzahl eingeben und über + und - auch regeln kann. Wenn ein Fräsprogramm durchgelaufen ist und ich es nochmal starte, dann läuft die Spindel auch hoch. Aber dann immer auf den Drehzahlwert des vorangeganenen Fräsjobs und erst wenn die Zeile erreicht wird in der die Drehzahl des neuen Fräsjobs steht, regelt er auf den gewünschten Wert nach. Da die Drehzahl aber in der Zeile steht in der der Z Wert zum eintauchen und der Eintauchvorschub steht, regelt er die Spindel erst während des Eintauchens hoch. Das ist nicht so schön wenn man mit niedriger Drehzahl gebohrt hat und dann nach dem Werkzeugwechsel mit 20k 1/min fräsen will und er erst beim Eintauchen von z.b. 8000 auf 20000 1/min hochregelt.
Ich habe es ja schon ausprobiert, indem ich die gewünschte Drehzahl per G-Code Edit direkt hinter den M03 Befehl geschrieben habe. Dann läuft es so wie es soll. Dort ist er in meiner momentanen Sichtweise auch besser aufgehoben.
Wenn der FU über das 0-10V Signal unmittelbar mit dem M03 Befehl auch die Spindeldrehzahl gesagt bekommt dann funktioniert es.
Gruß Marc
ich denke das mein Mach3 richtig konfiguriert ist, da ich in Mach 3 die Drehzahl eingeben und über + und - auch regeln kann. Wenn ein Fräsprogramm durchgelaufen ist und ich es nochmal starte, dann läuft die Spindel auch hoch. Aber dann immer auf den Drehzahlwert des vorangeganenen Fräsjobs und erst wenn die Zeile erreicht wird in der die Drehzahl des neuen Fräsjobs steht, regelt er auf den gewünschten Wert nach. Da die Drehzahl aber in der Zeile steht in der der Z Wert zum eintauchen und der Eintauchvorschub steht, regelt er die Spindel erst während des Eintauchens hoch. Das ist nicht so schön wenn man mit niedriger Drehzahl gebohrt hat und dann nach dem Werkzeugwechsel mit 20k 1/min fräsen will und er erst beim Eintauchen von z.b. 8000 auf 20000 1/min hochregelt.
Ich habe es ja schon ausprobiert, indem ich die gewünschte Drehzahl per G-Code Edit direkt hinter den M03 Befehl geschrieben habe. Dann läuft es so wie es soll. Dort ist er in meiner momentanen Sichtweise auch besser aufgehoben.
Wenn der FU über das 0-10V Signal unmittelbar mit dem M03 Befehl auch die Spindeldrehzahl gesagt bekommt dann funktioniert es.
Gruß Marc
Gast_53593
User gesperrt
Standard
Hi
kann man bei 3d Bearbeitung den Schruppvorgang einzeln als Programm abspeichern ?
und den Schlichtvorgang einzeln abspeichern?
und zwar möchte ich eine Haube positiv fräsen , und das getrennt abspeichern?
Norbert
Hi
kann man bei 3d Bearbeitung den Schruppvorgang einzeln als Programm abspeichern ?
und den Schlichtvorgang einzeln abspeichern?
und zwar möchte ich eine Haube positiv fräsen , und das getrennt abspeichern?
Norbert
Christian Knüll
User
Hallo,
eine 2. Möglichkeit ist auch einfach im kombinierten Programm den Werkzeugwechsel zu suchen (in der Regel eine Zeile die "M00" enthält) und die Dateien manuell zu trennen.
Geht mit jedem Texteditor und macht Sinn wenn die Berechnung sehr lange dauert und man sie nicht 2x starten möchte.
Christian
eine 2. Möglichkeit ist auch einfach im kombinierten Programm den Werkzeugwechsel zu suchen (in der Regel eine Zeile die "M00" enthält) und die Dateien manuell zu trennen.
Geht mit jedem Texteditor und macht Sinn wenn die Berechnung sehr lange dauert und man sie nicht 2x starten möchte.
Christian
Gast_53593
User gesperrt
Hi
Erst mal danke für die Antworten
@ Christian
wen ich das manuell trenne was ist mit dem Nullpunkt ist der dan auf dem Startpunkt von der ersten Fräsung ?
also sagen wir mal ich habe ab genullt und nun 10 mm tief geschruppt. Das wäre der erste schritt-
Nun habe ich ja bei dem Werkzeug Wechsel das Programm geteilt und spiele das ja dan in Mach 3 ein, um dan die eingestellte resttiefe zu schlichten , wo ist den nun mein Nullpunkt?
auf der geschruppten Fläche ? das wäre dan genial .
@ Rene
im Prinzip habe ich an dich die gleichen fragen , wo ist der Nullpunkt für das Schlichten ? oder wie machst du es kannst du das mal an einem Beispiel erklären.
Norbert
Erst mal danke für die Antworten
@ Christian
wen ich das manuell trenne was ist mit dem Nullpunkt ist der dan auf dem Startpunkt von der ersten Fräsung ?
also sagen wir mal ich habe ab genullt und nun 10 mm tief geschruppt. Das wäre der erste schritt-
Nun habe ich ja bei dem Werkzeug Wechsel das Programm geteilt und spiele das ja dan in Mach 3 ein, um dan die eingestellte resttiefe zu schlichten , wo ist den nun mein Nullpunkt?
auf der geschruppten Fläche ? das wäre dan genial .
@ Rene
im Prinzip habe ich an dich die gleichen fragen , wo ist der Nullpunkt für das Schlichten ? oder wie machst du es kannst du das mal an einem Beispiel erklären.
Norbert
Christian Knüll
User
Hallo,
am Nullpunkt ändert sich nichts - egal welche Methode du wählst.
Christian
am Nullpunkt ändert sich nichts - egal welche Methode du wählst.
Christian
Gast_53593
User gesperrt
Hallo,
am Nullpunkt ändert sich nichts - egal welche Methode du wählst.
Christian
Hi Christian
das heist der Nullpunkt ist weiter auf der ersten Startebene wo ich meinen ersten Fräser ab genullt habe ,
und dort muss ich dan meinen zweiten Fräser ab nullen.
Norbert
Ähnliche Themen
- Antworten
- 8
- Aufrufe
- 836
- Antworten
- 12
- Aufrufe
- 2K