Teddito
User
Guten Tag,
Ich habe vor ein paar Tagen den Werkzeuglängensensor unter Mach3 in Betrieb genommen.
Ich habe die Seligoberfläche.
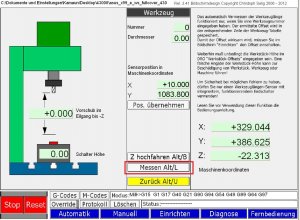
Unter Einrichten - automatisch messen befindet sich der Button messen.
Siehe Bild rot markiert.
Wenn ich den drücke funktioniert alles bestens. Allerdings möchte ich den Button nicht drücken, sondern die Geschichte über den GCode abwickeln
damit ich nach dem automatischen Werkzeugwechsel nicht noch da stehen muss und "händisch" Knöpfe drücken muss.
Kann mir jmd den GCode hier einstellen?
Werkzeuglängensensor Koordinaten sind X10 Y 1083,8
Ich bedanke mich im Voraus und verbleibe mit freundlichen Grüßen
Marc
Ich habe vor ein paar Tagen den Werkzeuglängensensor unter Mach3 in Betrieb genommen.
Ich habe die Seligoberfläche.
Unter Einrichten - automatisch messen befindet sich der Button messen.
Siehe Bild rot markiert.
Wenn ich den drücke funktioniert alles bestens. Allerdings möchte ich den Button nicht drücken, sondern die Geschichte über den GCode abwickeln
damit ich nach dem automatischen Werkzeugwechsel nicht noch da stehen muss und "händisch" Knöpfe drücken muss.
Kann mir jmd den GCode hier einstellen?
Werkzeuglängensensor Koordinaten sind X10 Y 1083,8
Ich bedanke mich im Voraus und verbleibe mit freundlichen Grüßen
Marc