Du verwendest einen veralteten Browser. Es ist möglich, dass diese oder andere Websites nicht korrekt angezeigt werden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Drohne aus St. Petersburg drucken
- Ersteller wersy
- Erstellt am
wersy
User
Baumstämme
Baumstämme
Hallo LOJU,
ich weiß ja nicht, wer hier wen am meisten überrascht")
Deine "Überraschungen" habe mich ganz schön beschäftigt, und ich musste schwer die Schulbank drücken, um mich in Flächenmodellierung intensiver einzuarbeiten.
Nebenbei habe ich (mühsam) einen Weg gefunden, die Zargen für Montageöffnungen auch bei stark gewölbten Flächen hinzubekommen.
Dank dir, bin ich jedenfalls in Fusion ein ganzes Stück weitergekommen")
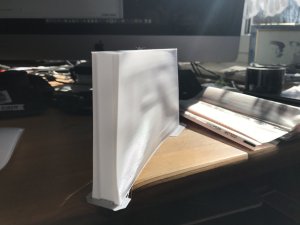
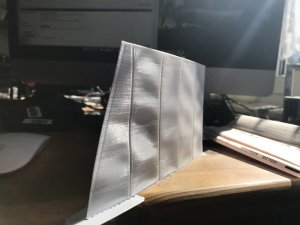
Experimentieren musste ich noch mit den Steckhülsen, die horizontal mit dem Rumpf gedruckt werden müssen. Das sind ordentliche Baumstämme geworden:

Obwohl die vordere Hülse schon stark abgemagert war, wiegt die immer noch 9 g.
Die anderen Hülsen wiegen jetzt noch 5,5 g, aber unter 1,5 mm Wandstärke wollte ich nicht gehen.
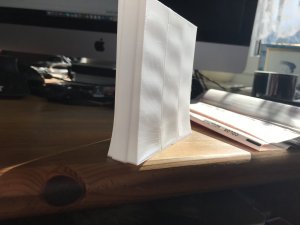
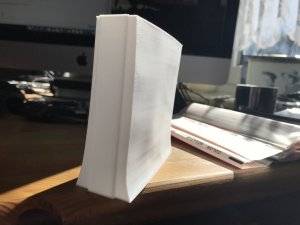
"Eingebaut" sieht das im Idealfall dann so aus:


Die hintere Steckung muss mit einer 4 cm langen Brücke gedruckt werden. Das sollte aber kein Problem sein - zumindest mit PLA.
Ein lochfreies Hinterteil steht für dich zum Testen bereit.
Aber in niedriger hoher Auflösung, fein aufgelöst bringt es die STL auf über 18 MB
Baumstämme
Hallo Michael,
Du überrascht mich immer wieder aufs neue - Super Arbeit von Dir !
Und eine Extraversion für mich *freu*
Hallo LOJU,
ich weiß ja nicht, wer hier wen am meisten überrascht
Deine "Überraschungen" habe mich ganz schön beschäftigt, und ich musste schwer die Schulbank drücken, um mich in Flächenmodellierung intensiver einzuarbeiten.
Nebenbei habe ich (mühsam) einen Weg gefunden, die Zargen für Montageöffnungen auch bei stark gewölbten Flächen hinzubekommen.
Dank dir, bin ich jedenfalls in Fusion ein ganzes Stück weitergekommen
Experimentieren musste ich noch mit den Steckhülsen, die horizontal mit dem Rumpf gedruckt werden müssen. Das sind ordentliche Baumstämme geworden:
Obwohl die vordere Hülse schon stark abgemagert war, wiegt die immer noch 9 g.
Die anderen Hülsen wiegen jetzt noch 5,5 g, aber unter 1,5 mm Wandstärke wollte ich nicht gehen.
"Eingebaut" sieht das im Idealfall dann so aus:
Die hintere Steckung muss mit einer 4 cm langen Brücke gedruckt werden. Das sollte aber kein Problem sein - zumindest mit PLA.
Ein lochfreies Hinterteil steht für dich zum Testen bereit.
Aber in niedriger hoher Auflösung, fein aufgelöst bringt es die STL auf über 18 MB
Anhänge
wersy
User
Buratinu Mini 860
Buratinu Mini 860
Hallo JOJU,
meiner ist schon mal soweit fertig:

Nur zusammengesteckt, machen die Flügel jetzt schon einen stabilen Eindruck.
Verschraubt oder geschnürt kann’s nur besser werden. In der PLA Version braucht nichts verklebt werden.
Florian hat noch einen angenäherten Rumpf in die Kalkulation eingezeichnet:

Demnach liegt der Schwerpunkt bei 172 mm (9% Sicherheit)
Mit 0.95er Lipo und kleinem Motor komme ich auf 650 g und mit dem Schwerpunkt gerade so hin.
Mit 1.3er Lipo und üppigem Motor werden es 700 g.
Jetzt mache ich ich mich daran, deine zweite Version, mit den zusätzlichen Tragflächensegmenten, umzusetzen.
Buratinu Mini 860
Hallo JOJU,
meiner ist schon mal soweit fertig:
Nur zusammengesteckt, machen die Flügel jetzt schon einen stabilen Eindruck.
Verschraubt oder geschnürt kann’s nur besser werden. In der PLA Version braucht nichts verklebt werden.
Florian hat noch einen angenäherten Rumpf in die Kalkulation eingezeichnet:
Demnach liegt der Schwerpunkt bei 172 mm (9% Sicherheit)
Mit 0.95er Lipo und kleinem Motor komme ich auf 650 g und mit dem Schwerpunkt gerade so hin.
Mit 1.3er Lipo und üppigem Motor werden es 700 g.
Jetzt mache ich ich mich daran, deine zweite Version, mit den zusätzlichen Tragflächensegmenten, umzusetzen.
wersy
User
Hallo Michael,
hast Du auch die Dateien für die Deckel der Mini Version parat - oder hast Du die aus einem anderen Material gebastelt? Auf dem Foto sieht es nach einem Klarsicht-Material aus. Ich fange erstmal damit an, die Mini Version startklar zu kriegen.
Vielen Dank
Achim
Hallo Achim,
ich bin hoch erfreut, dass du vermutest, die Deckel könnten vielleicht nicht gedruckt sein.
Ein besseres Kompliment konntest du nicht machen, denn sie sollten ja möglichst wie aus Klarsicht-Material aussehen
Die STLs hänge ich an.
Anhänge
Hallo zusammen,
ich habe jetzt die Mini-Version verschnürt.
Das Winglet ist aus 6mm Depron, mit UHU por habe ich die gedruckte Abschlussrippe auf das Depron geklebt, danach ebenfalls mit Uhu por das Ganze auf W6 geklebt und sodann verschnürt. Eine Schnur durch beide Rohre gezogen und auf einer Seite verknotet. Überstehende Schnur ins Rohr gesteckt. Die Schnur ist eine Kiteleine - sehr stabil.
Rumpf Vorder und Hinterteil lochfrei sind verklebt mit CA-Kleber, alles andere nur gesteckt.
Gewicht 440 Gramm nur mit Motor und Luftschraube bisher. Sieht doch vielversprechend aus!
Siehe Fotos ...
Achim
ich habe jetzt die Mini-Version verschnürt.
Das Winglet ist aus 6mm Depron, mit UHU por habe ich die gedruckte Abschlussrippe auf das Depron geklebt, danach ebenfalls mit Uhu por das Ganze auf W6 geklebt und sodann verschnürt. Eine Schnur durch beide Rohre gezogen und auf einer Seite verknotet. Überstehende Schnur ins Rohr gesteckt. Die Schnur ist eine Kiteleine - sehr stabil.
Rumpf Vorder und Hinterteil lochfrei sind verklebt mit CA-Kleber, alles andere nur gesteckt.
Gewicht 440 Gramm nur mit Motor und Luftschraube bisher. Sieht doch vielversprechend aus!
Siehe Fotos ...
Achim
Anhänge



wersy
User
Hallo Achim,
sieht toll aus!
Orange mit weiss macht sich prima, auch die Druckqualität kann sich sehen lassen.
Mit dem Gewicht bist du auch sehr gut. Meiner wiegt mit Motor und Propeller 505 g.
Was hast du da für einen Motor drin? Mein Turningy 2836-1000 ist auch ein wenig überdimensioniert, der wiegt 82 g.
Die Schnur habe ich sicherheitshalber lieber einzeln durchgezogen. So werden die Teile noch zusammengehalten, selbst wenn eine Schnur reißt. Die Enden habe ich mit einer halben Lüsterklemme (durchgesägt) gesichert.
Ist deine Schnur etwas elastisch? Das wäre schon gut, weil dadurch eine konstante Zugspannung drauf ist.
Wenn du magst, kannst du auch die 1 Meter Version drucken. Da kommt zwischen Rumpf und Servosegment ein Tragflächenteil.

Der Rumpf ist 60 mm länger und 10 mm schmaler.

Das Tragflächenteil "wing 2 Loch oben 1 mm" hat oben eine 1 mm Vertiefung.
Wenn man weiß wie das geht, kann man auch die obere Kabeldurchführung gleich mitdrucken.
Mit dem Prusa Slicer bin ich diesbezüglich aber auf Kriegsfuss. Ohne Stephans Hilfe hätte ich das Loch nachträglich rausschneiden müssen. Das Gleiche gilt auch für die untere Durchführung.
Stephan,
kannst du da nicht mal eine schöne, gaaanz ausführliche Beschreibung machen?
Ich muss da bei dir auch noch mal nachhaken...
Das Rumpf Vorderteil hat derart viele Flächen, dass das STL selbst in gröbster Auflösung noch auf über 5 MB kommt. Dann sieht er aber auch schon fast sechseckig aus.
Die STL Datei habe ich hier hochgeladen:
https://www.magentacloud.de/lnk/5ZTYyHRA
sieht toll aus!
Orange mit weiss macht sich prima, auch die Druckqualität kann sich sehen lassen.
Mit dem Gewicht bist du auch sehr gut. Meiner wiegt mit Motor und Propeller 505 g.
Was hast du da für einen Motor drin? Mein Turningy 2836-1000 ist auch ein wenig überdimensioniert, der wiegt 82 g.
Die Schnur habe ich sicherheitshalber lieber einzeln durchgezogen. So werden die Teile noch zusammengehalten, selbst wenn eine Schnur reißt. Die Enden habe ich mit einer halben Lüsterklemme (durchgesägt) gesichert.
Ist deine Schnur etwas elastisch? Das wäre schon gut, weil dadurch eine konstante Zugspannung drauf ist.
Wenn du magst, kannst du auch die 1 Meter Version drucken. Da kommt zwischen Rumpf und Servosegment ein Tragflächenteil.
Der Rumpf ist 60 mm länger und 10 mm schmaler.
Das Tragflächenteil "wing 2 Loch oben 1 mm" hat oben eine 1 mm Vertiefung.
Wenn man weiß wie das geht, kann man auch die obere Kabeldurchführung gleich mitdrucken.
Mit dem Prusa Slicer bin ich diesbezüglich aber auf Kriegsfuss. Ohne Stephans Hilfe hätte ich das Loch nachträglich rausschneiden müssen. Das Gleiche gilt auch für die untere Durchführung.
Stephan,
kannst du da nicht mal eine schöne, gaaanz ausführliche Beschreibung machen?
Ich muss da bei dir auch noch mal nachhaken...
Das Rumpf Vorderteil hat derart viele Flächen, dass das STL selbst in gröbster Auflösung noch auf über 5 MB kommt. Dann sieht er aber auch schon fast sechseckig aus.
Die STL Datei habe ich hier hochgeladen:
https://www.magentacloud.de/lnk/5ZTYyHRA
Anhänge
Wie jetzt... noch ausführlicher?Stephan,
kannst du da nicht mal eine schöne, gaaanz ausführliche Beschreibung machen?
Ich muss da bei dir auch noch mal nachhaken...

Das ist doch einfach nur "Mengenlehre in 3D"... an welchem Punkt hakt es denn? Bzw. bis zu welchem Punkt hakt es nicht?
Ich glaube, die Grundzüge der Modifier-Funktionalität findet jeder in einem Stündchen Rumprobieren selbst raus - die weitergehenden "schmutzigen Tricks" aber sind so spezifisch, dass man da den konkreten/akuten Bedarf braucht, um die darauf zu entwickeln.Wie gelegentlich erwähnt: Als 3MF speichern - spart rund 60-80% Dateigröße bei gleichem Informationsgehalt. Leider scheint das die Mods nicht so zu interessieren - das Feedback auf meine Anregung, weitere Uploadformate zuzulassen, war ja nicht gerade gigantisch. Was bleibt, ist halt, das Suffix auf .txt zu ändern, dann kann man hier sowieso hochladen, was man will...Das Rumpf Vorderteil hat derart viele Flächen, dass das STL selbst in gröbster Auflösung noch auf über 5 MB kommt. Dann sieht er aber auch schon fast sechseckig aus.
Tschöö
Stephan
wersy
User
Modifier Mesh
Modifier Mesh
Hallo Stephan,
ich hatte dein erstes 3mf genommen, und da vermisste ich etliche Parameter:

Hier, wo du auch die Decklayer mit reingenommen hast, sieht das besser aus:

Das werde ich mir jetzt auch anschauen, und nach deiner Anleitung durcharbeiten.
Dumm, dass die Positionswerte immer genullt werden, so hat man keine Kontrolle über die absolute Position der Modifierbereiche.
Das STL lässt sich drehen, ich vermisse das Spiegeln.
Kann man das STL austauschen, oder kann man nur die Einstellungen speichern, um sie für andere STLs anzuwenden?
Modifier Mesh
Wie jetzt... noch ausführlicher?
Das ist doch einfach nur "Mengenlehre in 3D"... an welchem Punkt hakt es denn? Bzw. bis zu welchem Punkt hakt es nicht?
Tschöö
Stephan
Hallo Stephan,
ich hatte dein erstes 3mf genommen, und da vermisste ich etliche Parameter:
Hier, wo du auch die Decklayer mit reingenommen hast, sieht das besser aus:
Das werde ich mir jetzt auch anschauen, und nach deiner Anleitung durcharbeiten.
Dumm, dass die Positionswerte immer genullt werden, so hat man keine Kontrolle über die absolute Position der Modifierbereiche.
Das STL lässt sich drehen, ich vermisse das Spiegeln.
Kann man das STL austauschen, oder kann man nur die Einstellungen speichern, um sie für andere STLs anzuwenden?
Hi Michael,Hallo Stephan,
ich hatte dein erstes 3mf genommen, und da vermisste ich etliche Parameter:
im ersten Screenshot ist rechts in der Objekthierarchie der Modifier ausgewählt. Dementsprechend werden seine (weitgehend unnützen) Koordinaten angezeigt, nicht die zu modifizierenden Druckparameter. Die kriegst du angezeigt, wenn du eine Zeile tiefer auf "Schichten und Konturen" klickst (roter Pfeil).

Gesetzt war in dem Fall übrigens nur ein Parameter, nämlich "Bottom layers = 0".
Wenn du zusätzliche Parameter modifizieren willst, musst du einen Rechtsklick auf das kleine Zahnrad neben dem Modifier machen (grüner Pfeil), dann kannst du die im Kontextmenü auswählen.
Da hast du ja auch die Parameter angeklickt.Hier, wo du auch die Decklayer mit reingenommen hast, sieht das besser aus:
Ja, die Koordinaten sind weitgehend nutzlos. Es wäre besser, wenn die mit absolutem Bezug gesetzt und beibehalten würden. Allerdings habe ich die Einstellungen am Sonntag noch im alten Prusa Slicer 2.0 gemacht. Ab Version 2.1 gibt es eine neue Art Modifier, nämlich den "Height Range Modifier". Der wird nicht mit einem Hilfsobjekt definiert, sondern ausschließlich über die Z-Höhe, also im Prinzip so wie in S3D (nur dass im Gegensatz zu S3D der lästige Zurückschalt-Prozess entfällt). Und da kann man dann auch die Werte für Start- und Endhöhe absolut ab Druckbett angeben.Dumm, dass die Positionswerte immer genullt werden, so hat man keine Kontrolle über die absolute Position der Modifierbereiche.
Das Spiegeln ist seit 2.0 etwas versteckt: Dafür musst du einen Rechtsklick auf das Objekt in der graphischen Darstellung (also im Hauptfenster, nicht den Namen in der Auflistung rechts) machen, dann kannst du Spiegeln (und die Spiegelungsachse) im Kontextmenü auswählen. Allerdings solltest du vorher das, was du spiegeln willst, rechts in der Liste auswählen. Du kannst z.B. nur das STL spiegeln und die Modifier stehen lassen, aber in der Regel wirst du das Hauptobjekt (STL in allen Instanzen samt Modifiern, gelber Pfeil im Bild oben) spiegeln wollen. Falls du dich doch verklickst, ist sehr hilfreich, dass man ab Version 2.1 auch beliebig viele Schritte rückgängig machen kann.Das STL lässt sich drehen, ich vermisse das Spiegeln.
Eigentlich nicht, aber es gibt einen Notbehelf, der aber nur funktioniert, solange du dich noch in der Arbeitssession befindest, in der du das STL importiert hast: Du kannst ein neues STL mit demselben Namen an derselben Stelle wie das alte speichern und dann per Rechtsklick auf das STL im Hauptfenster "Reload from disk" wählen. Dann wird das STL im Slicer aktualisiert.Kann man das STL austauschen,
Wenn du allerdings deine Arbeitsdatei als 3MF speicherst, schließt und später wieder öffnest, hat das Mesh in der Datei keinen Bezug mehr zur ursprünglichen STL-Datei. Dementsprechend funktioniert dann "Reload from disk" nicht mehr. Allerdings immer noch der folgende Workaround:
Wie ich so gern sage: Eigentlich geht das nicht. Man kann sie nicht einmal auf ein anderes Objekt im selben Druck-Setup übertragen. ABER. Da hilft ein auf den ersten Blick halbwegs uneleganter Trick, der tatsächlich aber ganz bequem funktioniert:oder kann man nur die Einstellungen speichern, um sie für andere STLs anzuwenden?
1. Mit Rechtsklick->"Add part"->"Load" das STL, auf das die Einstellungen übertragen werden sollen, in dasselbe Hauptobjekt laden, in dem die Einstellungen schon stehen.
2. Innerhalb des Hauptobjekts das "alte" STL, von dem die Einstellungen stammen, anklicken und löschen. Stehen bleiben das "neue" STL und die Modifier.
Wichtig dabei ist nur, das in dieser Reihenfolge zu machen. Andersrum funktioniert es nicht, weil ein Hauptobjekt immer ein Druckobjekt enthalten muss.
Anmerkung 1: Siehst du, es wird schon ausführlich genug, wenn ich nur konkrete Fragen beantworte... nicht auszudenken, wieviel Schreiberei das wäre, die Arbeitsweisen von Grund auf mit allen Kniffen zu beschreiben.
Anmerkung 2: Du weißt, was ich davon halte, die Sprache im Slicer auf Deutsch umzustellen... Prusa Slicer ist in der Hinsicht zwar nicht halb so schlimm wie Cura, aber immer noch völlig indiskutabel. "Druckplatte" oder "Veränderer" ist zwar übel, aber noch verständlich. Der Unterschied zwischen "Konturen" (Perimeters) und "Aussenschichten" (External perimeters) ist aber logisch genauso wenig erschließbar wie die Bedeutung von "Oberer stabiler Infill" (Top solid infill) oder gar der absoluten Katastrophe "Kompatible Einzelobjekte" (Complete individual objects). Mit diesen Bezeichnungen kann man eh nichts anfangen, wenn man nicht weiß, welchen englischen Begriffen sie entsprechen. Und im Zweifelsfall ist man mit Google Translate immer noch dreimal besser bedient...
Tschöö
Stephan
wersy
User
Schwarze Null
Schwarze Null
Hallo Stephan,
die "schwarze Null" hat mich irritiert.
Ist aber auch logisch. Wenn man drunter schaut, sieht man dass der Modifier über der Nullebene steht:

Dann hat mich noch irritiert, das da nichts weiter steht. In S3D ist da mehr drin.
Aber auch das ist logisch, da steht ja auch drüber "Abweichende Teileigenschaften".
Danke Stephan,
ich muss mich wohl noch "etwas" umstellen müssen...
Schwarze Null
Hi Michael,
Gesetzt war in dem Fall übrigens nur ein Parameter, nämlich "Bottom layers = 0".
Wenn du zusätzliche Parameter modifizieren willst, musst du einen Rechtsklick auf das kleine Zahnrad neben dem Modifier machen (grüner Pfeil), dann kannst du die im Kontextmenü auswählen.
Hallo Stephan,
die "schwarze Null" hat mich irritiert.
Ist aber auch logisch. Wenn man drunter schaut, sieht man dass der Modifier über der Nullebene steht:
Dann hat mich noch irritiert, das da nichts weiter steht. In S3D ist da mehr drin.
Aber auch das ist logisch, da steht ja auch drüber "Abweichende Teileigenschaften".
Danke Stephan,
ich muss mich wohl noch "etwas" umstellen müssen...
wersy
User
Noch mehr Buratinus
Noch mehr Buratinus
Auch im RCGroups Forum wurde der Buratinu entdeckt und Drucke gezeigt :
https://www.rcgroups.com/forums/showthread.php?3403679-Printed-Flying-Wing-Buratinu
Der Pete hat sich sogar die Mühe gemacht, alle Teile zu bezeichnen:

Das Bild darf ich verwenden, und auf Thingiverse hochladen.
Die Teile W3 bis W5 hat er im Spiralvasen Modus (oben offen) gedruckt - und die Teile mit Dichlormethan! verschmolzen.
Er hatte keine absolut Ahnung wie gefährlich der Stoff ist.
Bevor mir das geliefert wurde musste ich etliche Seiten unterschreiben, wo drin steht, welche Vorsichtsmaßnahmen ich treffen muss, und was ich alles nicht darf, z.B. Bomben damit bauen…

Was bei Scale Modellen ein Unding wäre, bietet sich bei Nuris geradezu an.
Hier hat Bob eine ganz ausgefallene Farbzusammenstellung gewählt.
Mit den Farben für Backbord und Steuerbord wird er immer sehen, ob der Flieger auf ihn zukommt oder von ihm wegfliegt:

Noch mehr Buratinus
Auch im RCGroups Forum wurde der Buratinu entdeckt und Drucke gezeigt :
https://www.rcgroups.com/forums/showthread.php?3403679-Printed-Flying-Wing-Buratinu
Der Pete hat sich sogar die Mühe gemacht, alle Teile zu bezeichnen:
Das Bild darf ich verwenden, und auf Thingiverse hochladen.
Die Teile W3 bis W5 hat er im Spiralvasen Modus (oben offen) gedruckt - und die Teile mit Dichlormethan! verschmolzen.
Er hatte keine absolut Ahnung wie gefährlich der Stoff ist.
Bevor mir das geliefert wurde musste ich etliche Seiten unterschreiben, wo drin steht, welche Vorsichtsmaßnahmen ich treffen muss, und was ich alles nicht darf, z.B. Bomben damit bauen…
Was bei Scale Modellen ein Unding wäre, bietet sich bei Nuris geradezu an.
Hier hat Bob eine ganz ausgefallene Farbzusammenstellung gewählt.
Mit den Farben für Backbord und Steuerbord wird er immer sehen, ob der Flieger auf ihn zukommt oder von ihm wegfliegt:
wersy
User
Alles Gute zum Erstflug!
Alles Gute zum Erstflug!
Hallo Achim,
ja, 172 mm vom Motorspant.
Rechne vorsichtshalber damit, dass der Flieger beim Flitschen und Vollgas steigt.
Dürfte aber nicht so stark sein, wie beim Großen, mit dem weiter hinten liegenden, größeren, hochgestellten Entenschwanz.
In Eschborn haben wir blauen Himmel und Windstille.
Viel Erfolg beim Erstflug!
Alles Gute zum Erstflug!
Hallo Achim,
ja, 172 mm vom Motorspant.
Rechne vorsichtshalber damit, dass der Flieger beim Flitschen und Vollgas steigt.
Dürfte aber nicht so stark sein, wie beim Großen, mit dem weiter hinten liegenden, größeren, hochgestellten Entenschwanz.
In Eschborn haben wir blauen Himmel und Windstille.
Viel Erfolg beim Erstflug!
3d-Druck zeigt bei den W1 teilen wellen und keine Haftung mit den Stegen darunter
3d-Druck zeigt bei den W1 teilen wellen und keine Haftung mit den Stegen darunter
Hallo Wersy.
bin selbst Nurflügelfan aber ich habe ein Problem mit dem druck der Teile. Dazu habe ich mal ein paar Bilder angehängt.. Die Oberfläche an sich ist super aber, kann es sein das die Flächenoberseite keine Verbindung mit den Stegen eingeht und das die Stege einen Spalt auf der Gegenüberliegenden Seite Veursachen. Aerodynamisch sind die Beulen und Stege dann nämlich eine Katastrophe. Ein ganzes W1 Segment (front-middle-rear) wiegt noch nicht einmal 60 gr., genau 58.
Ich drucke mit einer Linienbreite von 0,35 mm was sich bei mir als optimal herausgestellt hat.
Wäre da für einen Tipp Dankbar.
Gruß
Willi
3d-Druck zeigt bei den W1 teilen wellen und keine Haftung mit den Stegen darunter
Hallo Wersy.
bin selbst Nurflügelfan aber ich habe ein Problem mit dem druck der Teile. Dazu habe ich mal ein paar Bilder angehängt.. Die Oberfläche an sich ist super aber, kann es sein das die Flächenoberseite keine Verbindung mit den Stegen eingeht und das die Stege einen Spalt auf der Gegenüberliegenden Seite Veursachen. Aerodynamisch sind die Beulen und Stege dann nämlich eine Katastrophe. Ein ganzes W1 Segment (front-middle-rear) wiegt noch nicht einmal 60 gr., genau 58.
Ich drucke mit einer Linienbreite von 0,35 mm was sich bei mir als optimal herausgestellt hat.
Wäre da für einen Tipp Dankbar.
Gruß
Willi
Anhänge
wersy
User
Hallo Willi,
schön, dass du auch den Buratinu drucken möchtest.
Mit dem Gewicht, darfst du nicht zu sparsam sein.
Mit zu dünnem Perimeter können sich die Stege nicht mit der Oberfläche verschmelzen.
Der Abstand zwischen Steg und Oberfläche beträgt 0,9 mm. Bei der empfohlenen Druckbreite von 0,5 mm entsteht so eine Überlappung von 0,1 mm. Wenn du mit EW 0,35 druckst, bleibt, statt Überlappung, eine Lücke von 0,2 mm.
Mit 0,35 mm erreichst du auch nicht die erforderliche Formstabilität. Da kann es nicht ausbleiben, dass sich die Oberfläche wellt.
Ja, an der Unterseite entstehen Rillen, das macht aber nichts.
Wenn sich was wellt, würde ich gar nicht erst weiterdrucken.
Ich hatte schon PLA, das konnte ich dafür überhaupt nicht verwenden, das war zu weich.
Vielleicht ist auch die Drucktemperatur zu hoch.
Ich hoffe, ich konnte dir erst einmal weiterhelfen.
Viel Spaß beim Drucken!
Eben sehe ich, das Tragflächenende sieht mir aus, als ob da immer noch was drangedruckt wurde.
Wenn du mit Slic3r slict, muss "Dünne Wände erkennen" ausgeschaltet sein.
Ansonsten entsteht jedesmal eine Leerfahrt dahin. Außer in den Boden- und Decklayern sollen keine Leerfahrten anfallen. Das erkennst du in der Druckvorschau.
Ach, und noch was sehe ich: das "salmon skin" Muster.
schön, dass du auch den Buratinu drucken möchtest.
Die Oberfläche an sich ist super aber, kann es sein das die Flächenoberseite keine Verbindung mit den Stegen eingeht und das die Stege einen Spalt auf der gegenüberliegenden Seite verursachen
Mit dem Gewicht, darfst du nicht zu sparsam sein.
Mit zu dünnem Perimeter können sich die Stege nicht mit der Oberfläche verschmelzen.
Der Abstand zwischen Steg und Oberfläche beträgt 0,9 mm. Bei der empfohlenen Druckbreite von 0,5 mm entsteht so eine Überlappung von 0,1 mm. Wenn du mit EW 0,35 druckst, bleibt, statt Überlappung, eine Lücke von 0,2 mm.
Mit 0,35 mm erreichst du auch nicht die erforderliche Formstabilität. Da kann es nicht ausbleiben, dass sich die Oberfläche wellt.
Meine W1 Teile wiegen zusammen 85 g.Ein ganzes W1 Segment (front-middle-rear) wiegt noch nicht einmal 60 gr., genau 58.
Ja, an der Unterseite entstehen Rillen, das macht aber nichts.
Wenn sich was wellt, würde ich gar nicht erst weiterdrucken.
Ich hatte schon PLA, das konnte ich dafür überhaupt nicht verwenden, das war zu weich.
Vielleicht ist auch die Drucktemperatur zu hoch.
Ich hoffe, ich konnte dir erst einmal weiterhelfen.
Viel Spaß beim Drucken!
Eben sehe ich, das Tragflächenende sieht mir aus, als ob da immer noch was drangedruckt wurde.
Wenn du mit Slic3r slict, muss "Dünne Wände erkennen" ausgeschaltet sein.
Ansonsten entsteht jedesmal eine Leerfahrt dahin. Außer in den Boden- und Decklayern sollen keine Leerfahrten anfallen. Das erkennst du in der Druckvorschau.
Ach, und noch was sehe ich: das "salmon skin" Muster.
Hallo wersy,
Ich bin ein Fan von sehr leichten Modellen wenn es um den3d Druck geht, aber hier scheint es definitiv nicht zu passen
Ich arbeite mir Cura und da lasse ich die dünnen Wände auch weg. Das PLA ist eigentlich OK, Hab damit schon manches formfeste, stabile Teil gedruckt nur hier passt es irgendwie nicht. Mit 215° Drucktemperatur liege ich wohl gut aber mit den 0.5 da habe ich wohl was übersehen, denn so stehet es auch in deiner Beschreibung. Leerfahrten habe ich keine und für das Salmonskin bleibt nur ein smoother, aber an den kommt ich nicht so schnell, aber der Salmon skin hält sich auch in Grenzen.
Ich werde jetzt noch mal mit 0.5 mm drucken und 90 % Fluss, das sollte passen.
Danke für die Hilfe erst mal.
Gruß
Wili
PS: gerade mit einem Druck mit 0.5 angefangen und fluß 90, jetzt ist Haftung da und stabiler. Keine Dellen im Moment.
Der Abstand zwischen Steg und Oberfläche beträgt 0,9 mm. Bei der empfohlenen Druckbreite von 0,5 mm entsteht so eine Überlappung von 0,1 mm. Wenn du mit EW 0,35 druckst, bleibt, statt Überlappung, eine Lücke von 0,2 mm.
Mit 0,35 mm erreichst du auch nicht die erforderliche Formstabilität. Da kann es nicht ausbleiben, dass sich die Oberfläche wellt.
Meine W1 Teile wiegen zusammen 85 g.
Ich bin ein Fan von sehr leichten Modellen wenn es um den3d Druck geht, aber hier scheint es definitiv nicht zu passen
Wenn sich was wellt, würde ich gar nicht erst weiterdrucken.
Ich hatte schon PLA, das konnte ich dafür überhaupt nicht verwenden, das war zu weich.
Vielleicht ist auch die Drucktemperatur zu hoch.
Ich hoffe, ich konnte dir erst einmal weiterhelfen.
Viel Spaß beim Drucken!
Eben sehe ich, das Tragflächenende sieht mir aus, als ob da immer noch was drangedruckt wurde.
Wenn du mit Slic3r slict, muss "Dünne Wände erkennen" ausgeschaltet sein.
Ansonsten entsteht jedesmal eine Leerfahrt dahin. Außer in den Boden- und Decklayern sollen keine Leerfahrten anfallen. Das erkennst du in der Druckvorschau.
Ach, und noch was sehe ich: das "salmon skin" Muster.
Ich arbeite mir Cura und da lasse ich die dünnen Wände auch weg. Das PLA ist eigentlich OK, Hab damit schon manches formfeste, stabile Teil gedruckt nur hier passt es irgendwie nicht. Mit 215° Drucktemperatur liege ich wohl gut aber mit den 0.5 da habe ich wohl was übersehen, denn so stehet es auch in deiner Beschreibung. Leerfahrten habe ich keine und für das Salmonskin bleibt nur ein smoother, aber an den kommt ich nicht so schnell, aber der Salmon skin hält sich auch in Grenzen.
Ich werde jetzt noch mal mit 0.5 mm drucken und 90 % Fluss, das sollte passen.
Danke für die Hilfe erst mal.
Gruß
Wili
PS: gerade mit einem Druck mit 0.5 angefangen und fluß 90, jetzt ist Haftung da und stabiler. Keine Dellen im Moment.
clipstream
User
Ich habe auch dieses Problem mit den Leerfahrten. Ich benutze Cura. Was genau muss ich da einstellen, um diese Leerfahrten zu unterdrücken ?Wenn du mit Slic3r slict, muss "Dünne Wände erkennen" ausgeschaltet sein.
Ansonsten entsteht jedesmal eine Leerfahrt dahin. Außer in den Boden- und Decklayern sollen keine Leerfahrten anfallen. Das erkennst du in der Druckvorschau.
Komischerweise macht er das nicht immer. In den Bereichen, wo er die Außenhaut schön in einem Zug druckt, sieht es perfekt aus und ist auch perfekt stabil.

wersy
User
Hallo Peter,
ist ja toll, gleich zwei "Neuzugänge" an einem Tag, und dann noch mit dem gleichen Problem
Ich benutze Cura zu selten, um gleich sagen zu können, an was es liegt.
Ich müsste das Teil in Cura selbst slicen um vielleicht den Fehler zu finden.
Welches Teil ist das, und kommt das nur bei diesem Teil vor?
Welche Druckbreite hast du eingestellt?
ist ja toll, gleich zwei "Neuzugänge" an einem Tag, und dann noch mit dem gleichen Problem
Ich benutze Cura zu selten, um gleich sagen zu können, an was es liegt.
Ich müsste das Teil in Cura selbst slicen um vielleicht den Fehler zu finden.
Welches Teil ist das, und kommt das nur bei diesem Teil vor?
Welche Druckbreite hast du eingestellt?
clipstream
User
Hallo Peter,
ist ja toll, gleich zwei "Neuzugänge" an einem Tag, und dann noch mit dem gleichen Problem
Ich benutze Cura zu selten, um gleich sagen zu können, an was es liegt.
Ich müsste das Teil in Cura selbst slicen um vielleicht den Fehler zu finden.
Welches Teil ist das, und kommt das nur bei diesem Teil vor?
Welche Druckbreite hast du eingestellt?
Hallo Michael,
Danke für die spontane Hilfe!
Ja, man hat ja jetzt "leider" Zeit und da habe ich mal den Drucker wieder angeworfen (bisher habe ich aus Thingiverse den Gasb One und von 3dlabprint die P-38 erfolgreich (aber nicht perfekt) gedruckt).
Das Foto zeigt das Teil W1 rear. Dort sind die Leerfahrten sehr oft vorhanden. Die anderen W1-Teile sind davon etwas geringer betroffen.
Die Einstellungen habe ich genau wie in der Beschreibung vorgenommen, also auch die Druckbreite von 0,5 mm. Allerdings habe ich nur 0,4er Nozzels. Habe auch mit 0,4mm gedruckt, aber 0,5 klappt besser.
Ähnliche Themen
- Antworten
- 1
- Aufrufe
- 457
- Antworten
- 124
- Aufrufe
- 16K
- Antworten
- 4
- Aufrufe
- 3K