Teddito
User
Hi, hat jemand eine Idee wie ich eine lokale Absaugung und pneumatischen Werkzeugwechsler inkl. 2 Düsen MMK unter einen Hut bekomme?
Ich habe es aktuell so, jedoch ist die Absaugung nach einigen Tage voll mit fräsen und es hakt. Lust zwei mal pro Woche alles zu reinigen habe ich nicht.
Aktuell ist es so:
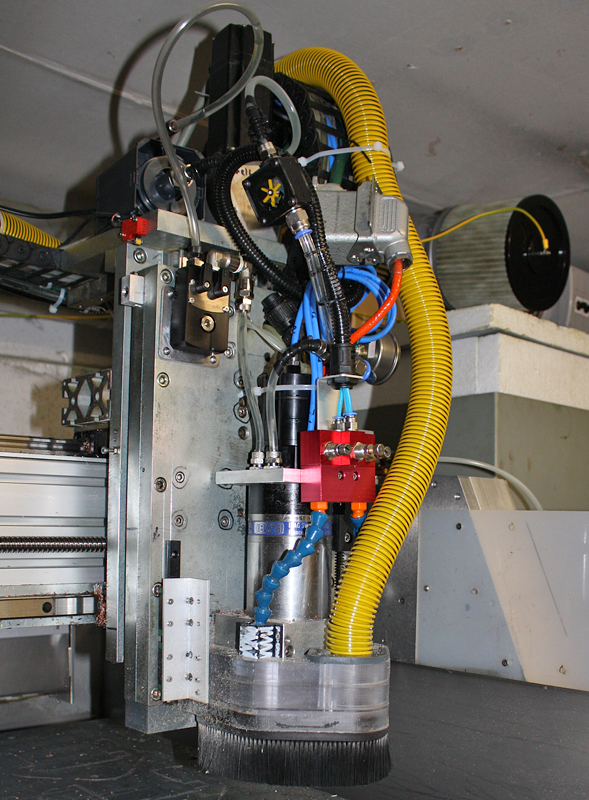

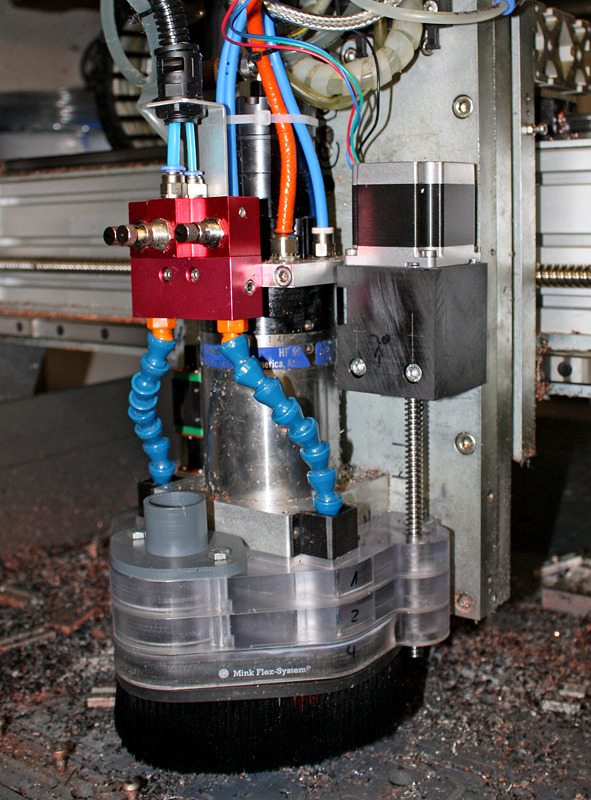
Ich habe es aktuell so, jedoch ist die Absaugung nach einigen Tage voll mit fräsen und es hakt. Lust zwei mal pro Woche alles zu reinigen habe ich nicht.
Aktuell ist es so:
") Ich habe bei mir eine 8mm Trapezgewindespindel und das passende Gewinde direkt in den Schuh geschnitten, der passende Schneider war beim Chinamann billiger als eine passende Mutter
Ich habe bei mir eine 8mm Trapezgewindespindel und das passende Gewinde direkt in den Schuh geschnitten, der passende Schneider war beim Chinamann billiger als eine passende Mutter 