Kahlgrundflyer
User
Hallo zusammen,
ich bin im Besitz eines P1P von Bambu Lap welcher wahrlich ein Super Gerät ist. Ich stehe aber momentan vor folgendem Problem welches das Filament betrifft. Solange ich das Filament von Bambu nehme, sprich das PLA passt alles zusammen und es wird ein Super sauberer Druck. Ich habe mir jetzt von 3DLapPrint die Dateien zum Druck eines RC Modells gekauft und die empfehlen bezüglich des Gewichtes Ihr Filament PolyLight 1.0 LW-PLA ( wird Light und nicht Lite geschrieben ) Habe zwar auch Spulen direkt über Sie bestellt diese habe ich aber noch nicht bekommen. Allerdings habe ich bei mir noch eine von POLYMAKER PolyLite LW-PLA über 3D Jake. Was passiert wenn ich dieses Filament in den Drucker einziehe und drucken möchte. Laut Hersteller ist es ein Passives Schaumelement, wo laut Beschreibung folgendes steht
Sie müssen keine Einstellungen gegenüber Ihren regulären PLA-Einstellungen ändern (leichte Erhöhung des Rückzugs), da PolyLite™ LW-PLA auch beim Drucken bei sehr niedrigen Temperaturen (~190 °C) leichte Ergebnisse liefert. Je niedriger die Temperatur, desto hochwertiger der Druck.
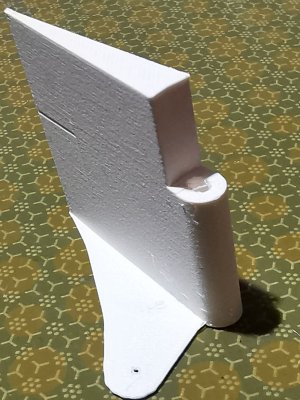
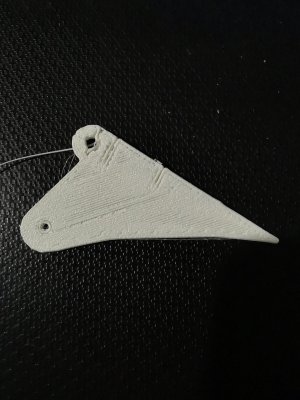
Jetzt habe ich dies schon mit dem P1P probiert auch neu kalibriert, aber was hier rauskommt ist nicht zufriedenstellend. Die Düsentemperatur auf 190 Grad gesetzt und die Betttemperatur auf 50 Grad. Im Bambu Studio das Filament von PolyLite angewählt und die Temp angepasst. Leider zieht das Filament immer Fäden und wird nicht sauber. Weiß jemand wie sich das Filament mit dem P1P verhält und evtl. an welchen Einstellungen man schrauben muss um hier ein ordentliches Ergebnis zu erzielen ?
Vielen Dank im Voraus
ich bin im Besitz eines P1P von Bambu Lap welcher wahrlich ein Super Gerät ist. Ich stehe aber momentan vor folgendem Problem welches das Filament betrifft. Solange ich das Filament von Bambu nehme, sprich das PLA passt alles zusammen und es wird ein Super sauberer Druck. Ich habe mir jetzt von 3DLapPrint die Dateien zum Druck eines RC Modells gekauft und die empfehlen bezüglich des Gewichtes Ihr Filament PolyLight 1.0 LW-PLA ( wird Light und nicht Lite geschrieben ) Habe zwar auch Spulen direkt über Sie bestellt diese habe ich aber noch nicht bekommen. Allerdings habe ich bei mir noch eine von POLYMAKER PolyLite LW-PLA über 3D Jake. Was passiert wenn ich dieses Filament in den Drucker einziehe und drucken möchte. Laut Hersteller ist es ein Passives Schaumelement, wo laut Beschreibung folgendes steht
Sie müssen keine Einstellungen gegenüber Ihren regulären PLA-Einstellungen ändern (leichte Erhöhung des Rückzugs), da PolyLite™ LW-PLA auch beim Drucken bei sehr niedrigen Temperaturen (~190 °C) leichte Ergebnisse liefert. Je niedriger die Temperatur, desto hochwertiger der Druck.
Jetzt habe ich dies schon mit dem P1P probiert auch neu kalibriert, aber was hier rauskommt ist nicht zufriedenstellend. Die Düsentemperatur auf 190 Grad gesetzt und die Betttemperatur auf 50 Grad. Im Bambu Studio das Filament von PolyLite angewählt und die Temp angepasst. Leider zieht das Filament immer Fäden und wird nicht sauber. Weiß jemand wie sich das Filament mit dem P1P verhält und evtl. an welchen Einstellungen man schrauben muss um hier ein ordentliches Ergebnis zu erzielen ?
Vielen Dank im Voraus
") </OT>
</OT>