Kraftei
User
Hallo zusammen ")
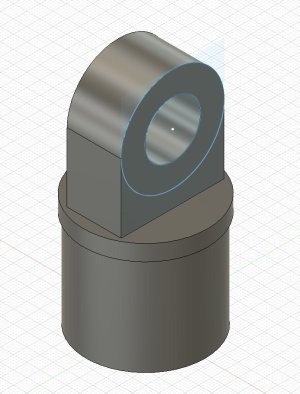
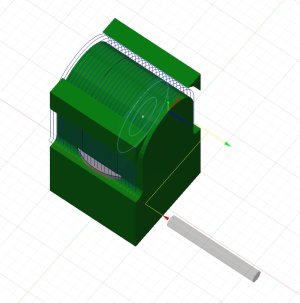
ich schaffe es irgendwie nicht, diese recht einfache Konstruktion (Sonnenschirm Gelenk, welches es im Sturm zerlegt hat), im Fertigungsmodul plausibel zu fertigen
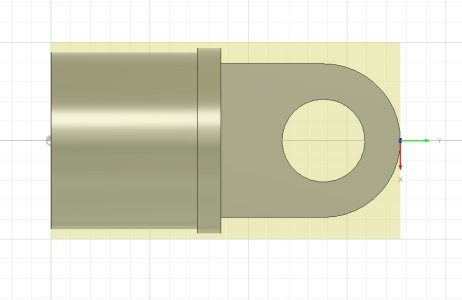
Der "rein runde Teil" ist vernachlässigbar (wird gedreht).
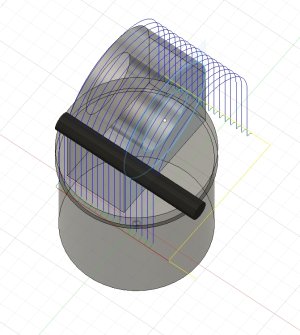
Es geht nur um die Kontur des "Auges"
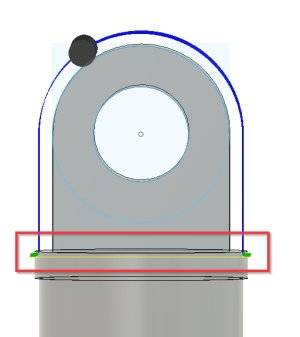
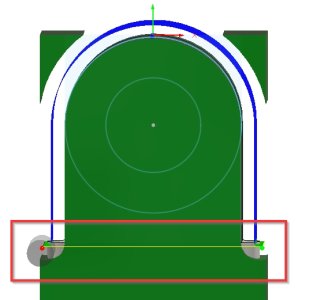
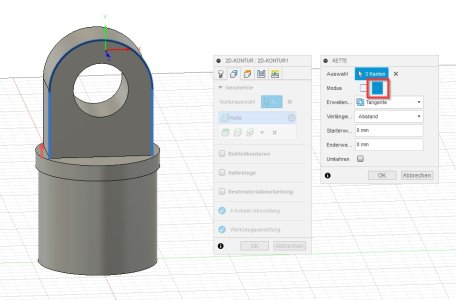
Aber weder weder die Innenkontur (Bohrfräsen) noch die Außenkontur des "Auges" lässst sich definieren.
Ist mein Setup etwa nicht OK?
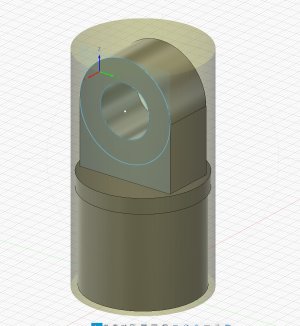
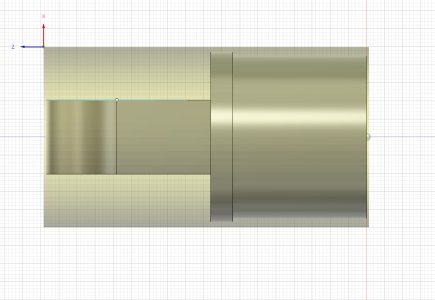
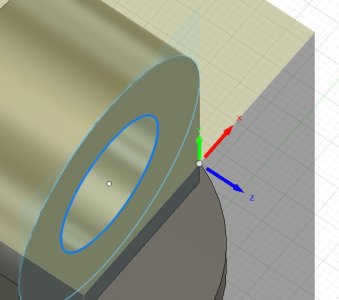
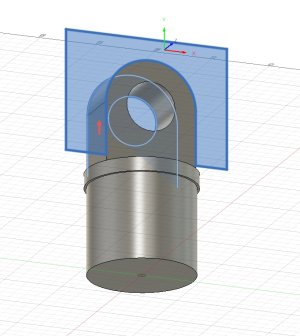
ich habe den Nullpunkt an die Außenseite des Rohmaterials (Zylinder, 50mm durchmesser) gelegt.
Ich dachte mir, dass ich den Zylinder horizontal einspanne, die eine Seite des Auges "flach-fräse", die Innenbohrung bohrfräse, dann das Teil um 180° drehe, und die andere Seite "flach-fräse"
Aber ich kriege NICHTS definiert :-(
Wo liegt mein grundlegender Fehler?
Merci
Holgi
ich schaffe es irgendwie nicht, diese recht einfache Konstruktion (Sonnenschirm Gelenk, welches es im Sturm zerlegt hat), im Fertigungsmodul plausibel zu fertigen
Der "rein runde Teil" ist vernachlässigbar (wird gedreht).
Es geht nur um die Kontur des "Auges"
Aber weder weder die Innenkontur (Bohrfräsen) noch die Außenkontur des "Auges" lässst sich definieren.
Ist mein Setup etwa nicht OK?
ich habe den Nullpunkt an die Außenseite des Rohmaterials (Zylinder, 50mm durchmesser) gelegt.
Ich dachte mir, dass ich den Zylinder horizontal einspanne, die eine Seite des Auges "flach-fräse", die Innenbohrung bohrfräse, dann das Teil um 180° drehe, und die andere Seite "flach-fräse"
Aber ich kriege NICHTS definiert :-(
Wo liegt mein grundlegender Fehler?
Merci
Holgi