von_w
User
Für eine gerade linie genügen im prinzip zwei punkte es sei den eines der beiden profile ist nicht gerade.
Was GMFC auch nicht so gerne hat sind bögen oder kreise daraus macht GMFC bei mir immer unzähliche punkte. Das habe ich dan gelöst durch nur noch mit gerade linien zu arbeiten. Bögen und kreise werden einfach aufgeteilt in gerade linien, je mehr um so schöner wird dein kreis.
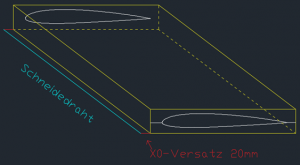
Im bild ein block von meiner F-104, die punkte sind sichtbar gemacht 1105 pro profil, und alles nur geraden schnitte.

Was GMFC auch nicht so gerne hat sind bögen oder kreise daraus macht GMFC bei mir immer unzähliche punkte. Das habe ich dan gelöst durch nur noch mit gerade linien zu arbeiten. Bögen und kreise werden einfach aufgeteilt in gerade linien, je mehr um so schöner wird dein kreis.
Im bild ein block von meiner F-104, die punkte sind sichtbar gemacht 1105 pro profil, und alles nur geraden schnitte.


")
