Teddito
User
Guten Tag,
ich habe heute mal einen ernsthaften Test gefahren mit der Vacuumspannung.
Hardware:
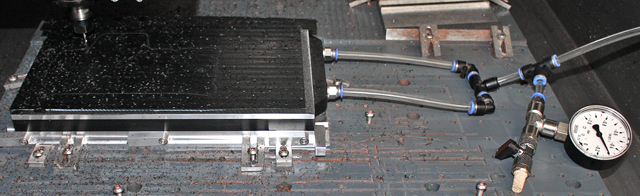
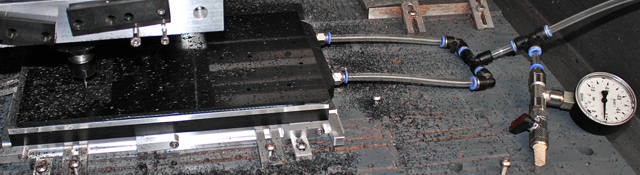
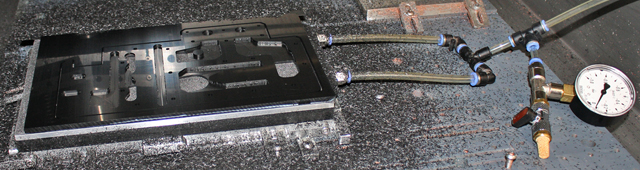
Vacuumtisch von Vacuumtisch.de Serie Seal 3020
Rietschle Trockenläufer mit 25m³
Schaumstoff von Vacuumtisch.de
Villmill
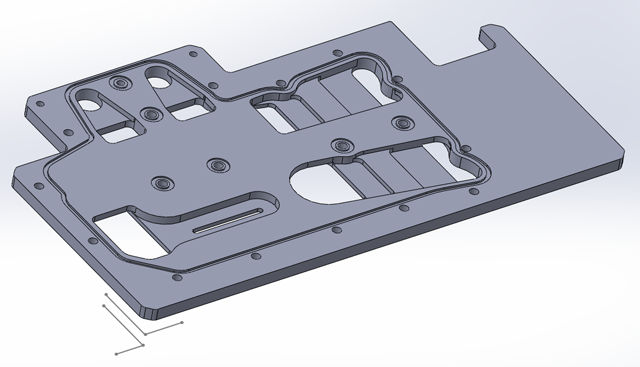
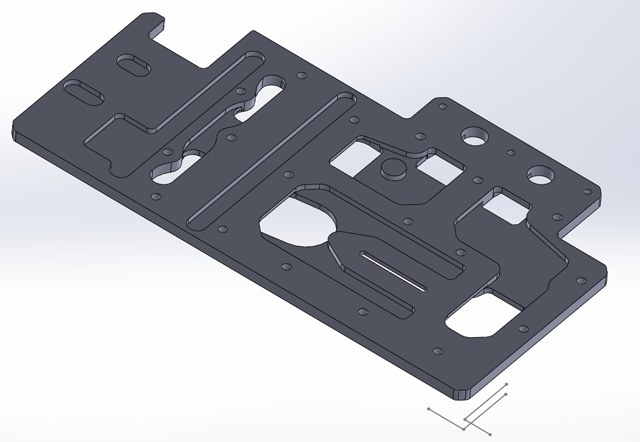
Gefräßt wurde ein 6mm Pomteil über 2 Seiten mit ein 2mm Werkzeug.
Die ganze Aktion hat super funktioniert aber die Haltekraft ist sehr gering.
Unterdruck wenn der Tisch komplett mit Gummimatte abgedeckt ist: ca -880mbar
Unterdruck beim beginnen des Fräsens Vorderseite: ca -300mbar
Unterdruck beim beginnen des Fräsens Rückseite: ca -190mbar
Unterdruck bei fertiger Bearbeitung: ca -95mbar
Hervorheben muss man das die Villmillmatte kein besseres Vacuum generiert als der Schaumstoff von Vacuumtisch.de
Allerdings ist die Reibung beim Villmill deutlich schlechter. Sodass, wenn ich denn auf Vacuumspannung umsteige
,auf das Vliess von Vacuumtisch setzen werde.
Allerdings kann ich mit diesen Unterdruckwerten keine ernsthafte Fertigung starten.
Normalerweise verwende ich 5mm Werkzeuge und habe deutlich höhere Schnittkräfte.
Die endenen -95mbar Unterdruck reichen nicht aus um das Teil fest zu halten.
Die Vacuumpumpe ist ausreichend dimensioniert. Optimal, laut Hersteller sind 16m³.
Da bin ich deutlich drüber.
Hat jmd eine Idee wie ich den Unterdruck erhöhen kann?
Danke im Voraus.
Gruß Marc
ich habe heute mal einen ernsthaften Test gefahren mit der Vacuumspannung.
Hardware:
Vacuumtisch von Vacuumtisch.de Serie Seal 3020
Rietschle Trockenläufer mit 25m³
Schaumstoff von Vacuumtisch.de
Villmill
Gefräßt wurde ein 6mm Pomteil über 2 Seiten mit ein 2mm Werkzeug.
Die ganze Aktion hat super funktioniert aber die Haltekraft ist sehr gering.
Unterdruck wenn der Tisch komplett mit Gummimatte abgedeckt ist: ca -880mbar
Unterdruck beim beginnen des Fräsens Vorderseite: ca -300mbar
Unterdruck beim beginnen des Fräsens Rückseite: ca -190mbar
Unterdruck bei fertiger Bearbeitung: ca -95mbar
Hervorheben muss man das die Villmillmatte kein besseres Vacuum generiert als der Schaumstoff von Vacuumtisch.de
Allerdings ist die Reibung beim Villmill deutlich schlechter. Sodass, wenn ich denn auf Vacuumspannung umsteige
,auf das Vliess von Vacuumtisch setzen werde.
Allerdings kann ich mit diesen Unterdruckwerten keine ernsthafte Fertigung starten.
Normalerweise verwende ich 5mm Werkzeuge und habe deutlich höhere Schnittkräfte.
Die endenen -95mbar Unterdruck reichen nicht aus um das Teil fest zu halten.
Die Vacuumpumpe ist ausreichend dimensioniert. Optimal, laut Hersteller sind 16m³.
Da bin ich deutlich drüber.
Hat jmd eine Idee wie ich den Unterdruck erhöhen kann?
Danke im Voraus.
Gruß Marc



")