Hallo zusammen,
bräuchte mal etwas Unterstützung. Vielleicht habt Ihr eine Idee woran es liegt.
Ich habe bei meiner Eigenbaufräse Linearachsen aus Messtischen verbaut. Die Achsen sind äußerst Präzise.
Die Spindelsteigung bei X ist "1" und bei Y "2". Was aber keine Probleme darstellen sollte. Die nutzbare Tischgröße beträgt 360 mm x 170 mm.
So nun zum Problem. Die Y-Achse fräst quasi maßgenau. Per Messschieber ist bei gefrästen Teilen praktisch keine relevante Abweichung
der Vorgabe aus der Zeichnung und des dxf messbar.
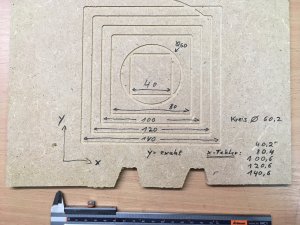
Bei der X-Achse wird allerdings alles ca. 0,2mm größer gefräst. Es erscheint mir, dass je größer die Teile werden, je größer wird auch dieser Fehler.
Es ist zu erkennen, dass der Faktor, je nach Größe 0,2mm...0,4mm .... ist.
Kann ich über die Spindelsteigung diesen Wert korrigieren? Umkehrspiel habe ich quasi keins. Der Aufbau der Fräse ist sehr, sehr steif und die Achsen sehr präzise.
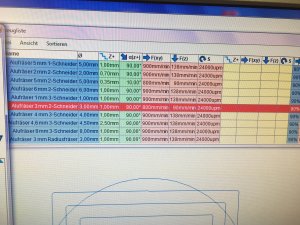
Einen Korrekturfaktor in Estlcam gibt es nicht, oder?
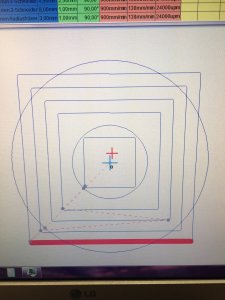
Versuche mal ein paar Bilder einzufügen.
Schonmal danke für die Ideen.
Gruß
Dirk
bräuchte mal etwas Unterstützung. Vielleicht habt Ihr eine Idee woran es liegt.
Ich habe bei meiner Eigenbaufräse Linearachsen aus Messtischen verbaut. Die Achsen sind äußerst Präzise.
Die Spindelsteigung bei X ist "1" und bei Y "2". Was aber keine Probleme darstellen sollte. Die nutzbare Tischgröße beträgt 360 mm x 170 mm.
So nun zum Problem. Die Y-Achse fräst quasi maßgenau. Per Messschieber ist bei gefrästen Teilen praktisch keine relevante Abweichung
der Vorgabe aus der Zeichnung und des dxf messbar.
Bei der X-Achse wird allerdings alles ca. 0,2mm größer gefräst. Es erscheint mir, dass je größer die Teile werden, je größer wird auch dieser Fehler.
Es ist zu erkennen, dass der Faktor, je nach Größe 0,2mm...0,4mm .... ist.
Kann ich über die Spindelsteigung diesen Wert korrigieren? Umkehrspiel habe ich quasi keins. Der Aufbau der Fräse ist sehr, sehr steif und die Achsen sehr präzise.
Einen Korrekturfaktor in Estlcam gibt es nicht, oder?
Versuche mal ein paar Bilder einzufügen.
Schonmal danke für die Ideen.
Gruß
Dirk