Du verwendest einen veralteten Browser. Es ist möglich, dass diese oder andere Websites nicht korrekt angezeigt werden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Estlcam Version 12
- Ersteller Christian Knüll
- Erstellt am
-
- Schlagworte
- estlcam
Hallo Christian,
ist es möglich, in der neuen Version eine Steigungskorrekturtabelle für den Umdrehung/Weg-Faktor mit einzuarbeiten? Viele nutzen ja gerollte Spindeln für den Antrieb der Achsen (ich auch) und die haben ja leider oftmals kleinere oder größere Steigungsfehler über die Länge.
Gruß Norbert
ist es möglich, in der neuen Version eine Steigungskorrekturtabelle für den Umdrehung/Weg-Faktor mit einzuarbeiten? Viele nutzen ja gerollte Spindeln für den Antrieb der Achsen (ich auch) und die haben ja leider oftmals kleinere oder größere Steigungsfehler über die Länge.
Gruß Norbert
Moin,
so, machen wir hier mal weiter mit der Fehlersuche.

Ich versetz meinen Nullpunkt und wo ist den jetzt mein Arbeitsbereich hin? Und wieso, verflucht nochmal, ist der, wie's Raster, immer noch auf 1000mm beschränkt? Ich hab 736x1168.
Der Gcode ist allerdings auf den ersten Blick brauchbar.

Auf den zweiten Blick frag ich mich, macht jetzt Estlcam den Einfahrstartpunkt wieder mal willkürlich? Für meinen Anwendungsfall in Ordnung, aber mir fehlt gerade ein bissl die Logig dahinter.
Jetzt geht's erst mal an die Fräse. Die Fotos vom Ergebnis kommen später.
sswjs, aka Jens
so, machen wir hier mal weiter mit der Fehlersuche.
Ich versetz meinen Nullpunkt und wo ist den jetzt mein Arbeitsbereich hin? Und wieso, verflucht nochmal, ist der, wie's Raster, immer noch auf 1000mm beschränkt? Ich hab 736x1168.
Der Gcode ist allerdings auf den ersten Blick brauchbar.
Auf den zweiten Blick frag ich mich, macht jetzt Estlcam den Einfahrstartpunkt wieder mal willkürlich? Für meinen Anwendungsfall in Ordnung, aber mir fehlt gerade ein bissl die Logig dahinter.
Jetzt geht's erst mal an die Fräse. Die Fotos vom Ergebnis kommen später.
sswjs, aka Jens
Hallo,
ich versuche mich auch mal etwas an der 12er Version. Normal fräsen klappt und große Besonderheiten brauche ich eigentlich nicht. Was mich allerdings stört, ist die perspektivische Darstellung im Bearbeitungsbereich, d.h. wenn ich fräse. Dabei fällt es mir schwer den Nullpunkt genau zu positionieren, weil der immer schräg über dem eigentlichen Nullpunkt angezeigt wird. In der V11 sieht das ganz anders aus. Kann man da etwas einstellen oder wozu dient das?
Grüße, Gerd
ich versuche mich auch mal etwas an der 12er Version. Normal fräsen klappt und große Besonderheiten brauche ich eigentlich nicht. Was mich allerdings stört, ist die perspektivische Darstellung im Bearbeitungsbereich, d.h. wenn ich fräse. Dabei fällt es mir schwer den Nullpunkt genau zu positionieren, weil der immer schräg über dem eigentlichen Nullpunkt angezeigt wird. In der V11 sieht das ganz anders aus. Kann man da etwas einstellen oder wozu dient das?
Grüße, Gerd
Christian Knüll
User
Hallo Gerd,
Doppelklick auf die Darstellung wechselt zwischen 3 verschiedenen Ansichten, u.a. auch direkte Draufsicht.
Christian
Doppelklick auf die Darstellung wechselt zwischen 3 verschiedenen Ansichten, u.a. auch direkte Draufsicht.
Christian
Hallo Christian,
noch ein kleines Problem: immer wenn ich den Fräsvorgang beginnen will, sagt mir das Programm, dass einer der Endschalter ausgelöst hat. Das kann aber nicht sein, da der Fräser ca. auf der Mitte der Arbeitsfläche steht. Mit F11 komme ich nicht weiter. Es reicht aber, kurz die Fräse auszuschalten, händisch etwas an irgendeinem Schrittmotor zu drehen, und dann wieder einschalten. Dann funktioniert es sofort.
Grüße, Gerd
noch ein kleines Problem: immer wenn ich den Fräsvorgang beginnen will, sagt mir das Programm, dass einer der Endschalter ausgelöst hat. Das kann aber nicht sein, da der Fräser ca. auf der Mitte der Arbeitsfläche steht. Mit F11 komme ich nicht weiter. Es reicht aber, kurz die Fräse auszuschalten, händisch etwas an irgendeinem Schrittmotor zu drehen, und dann wieder einschalten. Dann funktioniert es sofort.
Grüße, Gerd
Moin,
so, ich war jetzt mal Fräsen. Erst mal, ja war erfolgreich, allerdings hab ich jetzt doch noch mehr Fragen.

Hier sieht man sehr schön die 1° Eintauchschräge. Allerdings ging diese Schräge nicht ringsrum, wie ich wollte. Da wir jetzt hier wirklich 1° haben, stimmt meine erste Annahme nicht und der Eintauchwinkel wird wieder mal wild festgelegt.
Das geht gar nicht. Die Eintauchschräge muss Vorrang haben.
Wenn ich also nicht mit 1° auf die von Nutzer angegebene Tiefenzustellung je Durchgang komme, muss entweder eine Warnung ausgegeben werden oder es muss so lange ringsrum gefahren werden, bis der Fräser auf der Tiefenzustellung ist. Alles andere gibt nur kaputte Fräser und richtig geile Aufbauschneiden bei Alu.
Allerding muss ich auch etwas erfreuliches kundtun. Ein Fehler der Version 11 wurde behoben.

und die Kreistaschen werden korrekt gerechnet. Dokumentiert habe ich den Fehler und den "Würgaround" hier: -> https://ubo-cnc.de/cnc-forum/showthread.php?tid=1712
Leider hat aber der Eintauchwinkel hier auch undefinierte Auswirkungen:

Bei 1° Eintauchwinkel gibt's hier gefühlt Millionen Umdrehungen....
sswjs, aka Jens
so, ich war jetzt mal Fräsen. Erst mal, ja war erfolgreich, allerdings hab ich jetzt doch noch mehr Fragen.
Hier sieht man sehr schön die 1° Eintauchschräge. Allerdings ging diese Schräge nicht ringsrum, wie ich wollte. Da wir jetzt hier wirklich 1° haben, stimmt meine erste Annahme nicht und der Eintauchwinkel wird wieder mal wild festgelegt.
Das geht gar nicht. Die Eintauchschräge muss Vorrang haben.
Wenn ich also nicht mit 1° auf die von Nutzer angegebene Tiefenzustellung je Durchgang komme, muss entweder eine Warnung ausgegeben werden oder es muss so lange ringsrum gefahren werden, bis der Fräser auf der Tiefenzustellung ist. Alles andere gibt nur kaputte Fräser und richtig geile Aufbauschneiden bei Alu.
Allerding muss ich auch etwas erfreuliches kundtun. Ein Fehler der Version 11 wurde behoben.
und die Kreistaschen werden korrekt gerechnet. Dokumentiert habe ich den Fehler und den "Würgaround" hier: -> https://ubo-cnc.de/cnc-forum/showthread.php?tid=1712
Leider hat aber der Eintauchwinkel hier auch undefinierte Auswirkungen:
Bei 1° Eintauchwinkel gibt's hier gefühlt Millionen Umdrehungen....
sswjs, aka Jens
Christian Knüll
User
Hallo,
das möchte ich nicht rein bringen, es passt einfach nicht zu einer einfachen Steuerung, sorry.
Der Arbeitsbereich hängt immer am Nullpunkt (in jeder Estlcam Version so).
Die Maximalwerte für Raster und Arbeitsbereich habe ich jetzt auf 10000mm hochgestellt.
Das Problem dass er nicht auf F11 reagiert sollte jetzt behoben sein, die kurzzeitige Endschalterauslösung an sich dürfte allerdings real sein (Elektrische Störungen vieleicht?)
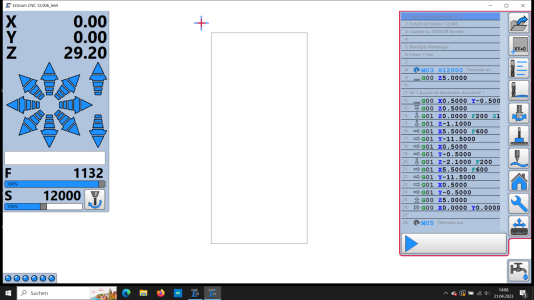
Sieht für mich auf den 1. Blick OK aus.
In der Steuerung erscheint nur die Mitte der Fräsbahn, nicht die Zeichnungskontur. Deswegen scheint der Nullpunkt weiter entfernt zu sein was aber nicht der Fall ist.
Den Eintauchwinkel sehe ich als nachrangig:
Christian
ist es möglich, in der neuen Version eine Steigungskorrekturtabelle für den Umdrehung/Weg-Faktor mit einzuarbeiten?
das möchte ich nicht rein bringen, es passt einfach nicht zu einer einfachen Steuerung, sorry.
Ich versetz meinen Nullpunkt und wo ist den jetzt mein Arbeitsbereich hin? Und wieso, verflucht nochmal, ist der, wie's Raster, immer noch auf 1000mm beschränkt? Ich hab 736x1168.
Der Arbeitsbereich hängt immer am Nullpunkt (in jeder Estlcam Version so).
Die Maximalwerte für Raster und Arbeitsbereich habe ich jetzt auf 10000mm hochgestellt.
noch ein kleines Problem: immer wenn ich den Fräsvorgang beginnen will, sagt mir das Programm, dass einer der Endschalter ausgelöst hat. Das kann aber nicht sein, da der Fräser ca. auf der Mitte der Arbeitsfläche steht. Mit F11 komme ich nicht weiter.
Das Problem dass er nicht auf F11 reagiert sollte jetzt behoben sein, die kurzzeitige Endschalterauslösung an sich dürfte allerdings real sein (Elektrische Störungen vieleicht?)
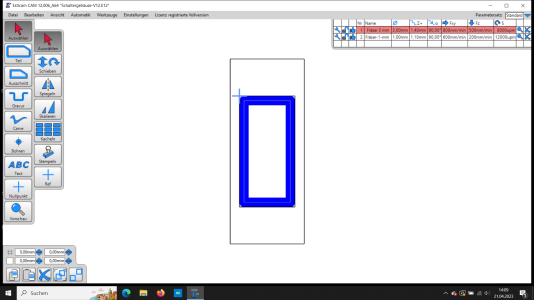
das meinte ich mit dem verschobenen Nullpunkt.
Sieht für mich auf den 1. Blick OK aus.
In der Steuerung erscheint nur die Mitte der Fräsbahn, nicht die Zeichnungskontur. Deswegen scheint der Nullpunkt weiter entfernt zu sein was aber nicht der Fall ist.
Die Eintauchschräge muss Vorrang haben.
Den Eintauchwinkel sehe ich als nachrangig:
- Die allermeisten Fräser können senkrecht - jede Abflachung ist Zucker oben drauf und ob der jetzt mit 20, 30 oder wenn's eng wird auch mal 45° eintaucht macht keinen so großen Unterschied dass das Leben des Fräsers davon abhängen würde. Die Rampe wird ohnehin von vielen nur genutzt weil es Brandspuren beim eintauchen in Holz vermeidet - und spätestens wenn gebohrt wird geht es so oder so senkrecht runter.
- Klar gibt es Fräser wie z.B. T-Nutenfräser die bei steilen Eintauchwinkeln abbrechen. Nur sind die vom eigentlichen Anwendungszweck her erst gar nicht zum eintauchen gedacht. Man kann sie zwar meist dennoch mit sehr flachen Winkeln mehr oder weniger zum eintauchen überreden, das ist dann allerdings Kategorie "Trickkiste" bzw. schlicht "nicht bestimmungsgemäßer Gebrauch".
- Wenn ich jetzt eine Warnmeldung bringe belästige ich damit in 99% der Fälle nur Benutzer mit Anwendungsfällen wo es egal ist ob der Fräser jetzt mit 20 oder 30° eintaucht...
Christian
Moin,
Deswegen und weil Dibond, also zumindest mein verarbeitetes Material, keinen Gleichlauf verträgt, hab ich mir HSMXpress zugelegt. Ich würde das gerne mit nur einem CAM machen aber naja...
...wen da einer nicht will. Wie war das mit dem eigenen CAM...
Außerdem würde ein korrekter Eintauchwinkel auch viele andere Probleme lösen, wie Schrägen fräsen, unmögliche Gewinde und Phasen...
...und weil wir gerade dabei sind, die Begrenzung auf 1° nach unten ist auch nicht hilfreich.
sswjs, aka Jens
PS: ich weiß, daß ich Arbeit machen, aber wenn du nur aus deiner Sicht programmierst, gibt's halt keinen Fortschritt.
ja, der Meinung war ich auch bis ich meine Vakuumtische mit einer Dibond-Platte versehen habe. Hier ist ein senkrechtes Eintauchen unmöglich. Bis ich das mitgekriegt habe, hab ich so ca. 50 Fräser mit einer süßen Aufbauschneide versehen.Den Eintauchwinkel sehe ich als nachrangig:
Deswegen und weil Dibond, also zumindest mein verarbeitetes Material, keinen Gleichlauf verträgt, hab ich mir HSMXpress zugelegt. Ich würde das gerne mit nur einem CAM machen aber naja...
...wen da einer nicht will. Wie war das mit dem eigenen CAM...
Außerdem würde ein korrekter Eintauchwinkel auch viele andere Probleme lösen, wie Schrägen fräsen, unmögliche Gewinde und Phasen...
...und weil wir gerade dabei sind, die Begrenzung auf 1° nach unten ist auch nicht hilfreich.
sswjs, aka Jens
PS: ich weiß, daß ich Arbeit machen, aber wenn du nur aus deiner Sicht programmierst, gibt's halt keinen Fortschritt.
Klingt nach einer perfekten Lösung für die Implementierung von Individualwünschen....wen da einer nicht will. Wie war das mit dem eigenen CAM...
Die Vorteile sind, das eigene Ergebnis muss sich nicht öffentlich mit bestehenden CAMs vergleichen, die Umsetzung kann ohne Druck von außen geschehen und es ist jederzeit eine Anpassung an erneuerte Hardware oder andere Programme möglich und man muss nicht irgendjemanden von eigenen Ideen überzeugen oder vielleicht dessen Geschäftsstrategie diskutieren.
Bei so vielen Vorteilen sollte man das durchziehen, weil…
ich weiß, daß ich Arbeit machen, aber wenn du nur aus deiner Sicht programmierst, gibt's halt keinen Fortschritt.
 Ich wollte es etwas anders ausdrücken, hab's mir aber dann verkniffen
Ich wollte es etwas anders ausdrücken, hab's mir aber dann verkniffen  .
.STErwin
User
Kann man das nicht durch Anpassung der mm/Umdrehung auch erreichen ohne dafür einen eigenen Parameter zu benötigen?ist es möglich, in der neuen Version eine Steigungskorrekturtabelle für den Umdrehung/Weg-Faktor mit einzuarbeiten?-
Moin,
Und die Kommentare sind so für Christian geschrieben, weil er mich in der CNC-Ecke aufgefordert hatte, ihn maximal zu ärgern. Da die jetzt down ist, mach ich das jetzt hier. Und so bescheuert es klingt, eine meiner Ideen hat er schon in Version 12 eingebaut und das mit der Schrägenfräsung ist angedacht, sprich auf det ToDo-Liste gelandet, da ich ihn eine möglich Lösung geliefert habe.
Außerdem hat Christian alle aufgefordert, Fehler zu suchen. Ich hab nur die dumme Angewohnheit Fehler zu finden.
sswjs, aka Jens
stimmt und ich hatte das auch schon angefangen, sprich ich hab diverse Open Source CAM's im Quellcode runter geladen und wühle mich gerade da durch. Aber die Bemerkung war aber mehr ironisch gemeint.Klingt nach einer perfekten Lösung für die Implementierung von Individualwünschen.
Ich werd das vielleicht auch machen. Natürlich weiß ich, daß ich dann vor dem selben Problem stehe, wie Christian jetzt. Er will ein möglichst fehlerfreies Programm. Das wird er nicht schaffen, schließlich kann kein Computer oder sogar ein Mensch das Halteproblem lösen.Bei so vielen Vorteilen sollte man das durchziehen, weil…
Und die Kommentare sind so für Christian geschrieben, weil er mich in der CNC-Ecke aufgefordert hatte, ihn maximal zu ärgern. Da die jetzt down ist, mach ich das jetzt hier. Und so bescheuert es klingt, eine meiner Ideen hat er schon in Version 12 eingebaut und das mit der Schrägenfräsung ist angedacht, sprich auf det ToDo-Liste gelandet, da ich ihn eine möglich Lösung geliefert habe.
Außerdem hat Christian alle aufgefordert, Fehler zu suchen. Ich hab nur die dumme Angewohnheit Fehler zu finden.
sswjs, aka Jens
Hallo Christian
Bei der Manuellen Konturerkennung stürtz Estlcam ohne Fehlermeldung ab sobald ich den ersten Punkt anwähle. Bei kleinen Kunturen funktioniert alles einwandfrei, bei den größeren kommt zum absturtz. Die Automatische Erkennung funktoniert auch einwandfrei. Ich häng die dxf mal mit an.

Da Robert
Bei der Manuellen Konturerkennung stürtz Estlcam ohne Fehlermeldung ab sobald ich den ersten Punkt anwähle. Bei kleinen Kunturen funktioniert alles einwandfrei, bei den größeren kommt zum absturtz. Die Automatische Erkennung funktoniert auch einwandfrei. Ich häng die dxf mal mit an.
Da Robert
Anhänge
@robert Das obige DXF besteht teilweise aus winzigen Radien und Linienstücken, mit einem Offset von 1.6mm entsteht eine sich hinterschneidende Fräskurve!! Der Spalt beim L ist nur 1.3mm groß, wie da der 3.2mm Fräser durchpassen soll ist mir ein Rätsel. Selbst im Autocad kannst du keine Offsetkurve, nach zusammenhängen der Polylinienstücke erstellen und genau das ist dann die Fräskurve!!Hallo Christian
Bei der Manuellen Konturerkennung stürtz Estlcam ohne Fehlermeldung ab sobald ich den ersten Punkt anwähle. Bei kleinen Kunturen funktioniert alles einwandfrei, bei den größeren kommt zum absturtz. Die Automatische Erkennung funktoniert auch einwandfrei. Ich häng die dxf mal mit an.
DAnhang anzeigen 12424489
Da Robert
Wenn du die Teilstücke deines Linenzugus mit 0.5mm offsetest dann kommt der 1mm Fräser auch diäurch die Enge vom L!!! Wenn man dann die Schnittpunkte der Enden der Offsetkurven als Mittelpunkt der Abrundung der Umrandungskurve nimmt (r=0.5) dann wirst du auch eine saubere Umgrenzung erhalten.
Gruß Harald
Moin,
Der Arbeitsbereich ist auch in Version 12 vorhanden:

und hier stellst du ihn ein:

sswjs, aka Jens
Könnte der Arbeitsbereich wieder kommen?
Der Arbeitsbereich ist auch in Version 12 vorhanden:
und hier stellst du ihn ein:
sswjs, aka Jens
Servus Harald die Engstelle vom "L" ist eigentlich ein "h" und auch nicht das Problem, dazu gleich mehr. Die erzeugung der Linien und Radien kann ich nicht beeinflussen. Auch ander Fräserdruchmesser lösen das Problem nicht. Den Namen hab ich bereit mit Estlcam 11.245 gefräst und mach das seit vielen Jahren so ohne Probleme.@robert Das obige DXF besteht teilweise aus winzigen Radien und Linienstücken, mit einem Offset von 1.6mm entsteht eine sich hinterschneidende Fräskurve!! Der Spalt beim L ist nur 1.3mm groß, wie da der 3.2mm Fräser durchpassen soll ist mir ein Rätsel. Selbst im Autocad kannst du keine Offsetkurve, nach zusammenhängen der Polylinienstücke erstellen und genau das ist dann die Fräskurve!!
Wenn du die Teilstücke deines Linenzugus mit 0.5mm offsetest dann kommt der 1mm Fräser auch diäurch die Enge vom L!!! Wenn man dann die Schnittpunkte der Enden der Offsetkurven als Mittelpunkt der Abrundung der Umrandungskurve nimmt (r=0.5) dann wirst du auch eine saubere Umgrenzung erhalten.
Gruß Harald
Nun zur Engstelle, deswegen auch die manuelle Konturerkenung, hier in 11.245. Die Stelle überspring ich einfach.
Später kann ich das dan so Fräsen.
Da Robert
Ähnliche Themen
- Antworten
- 5
- Aufrufe
- 2K
- Antworten
- 8
- Aufrufe
- 848
- Antworten
- 12
- Aufrufe
- 2K