Hallo,
ja, die Experimentalversionen wollten außer dir scheinbar nicht viele testen - du hast mehr als 50% der Probleme die gemeldet wurden entdeckt.
Deswegen jetzt der Sprung ins kalte Wasser. Ich arbeite schon eine Weile mit den neuen Versionen und hatte zuletzt keine Probleme mehr gefunden, allerdings wurde seit dem letzten Update dann doch einiges gemeldet - mehr als letzten Monat zusammen (und fast alles auch schon korrigiert - nächstes Update folgt in Kürze bzw. ein paar Sachen habe ich auch schon neu hochgeladen.)
Christian
Das fand ich auch etwas schade, scheinbar haben das Prinzip einer Beta-Test-Phase etliche User noch nicht so verstanden, aber dafür wird jetzt gejammert

Ich habe jetzt auch die V11.211 drüber gebügelt, natürlich erst mal Backup der alten Daten gemacht und bis auf die Schritte, Steigung und Vorschub wurden bei mir die Einstellungen übernommen.
Auch dieses Kalibrier Fenster taucht nicht auf, aber das liegt sicher daran das ich an dem Zeichen und Programmier PC kein Joystick dran habe
")
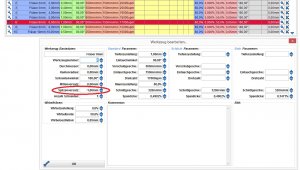
Thema Werkzeug Liste:
Da ja jetzt mehr oder weniger fast alles eingestellt werden kann "JPG Bilder und Diverse Werkstoffe klappt auch", hätte ich da noch eine keine Kritik/Wunsch wie man es halt sieht:
Bei Standard Parameter wird der Eintauch-Winkel eingestellt aber leider wird der auch beim Schlichten verwendet und da müsste man einen anderen Eintauch-Winkel verwenden können.
Also z.B.:
Schruppen = 15% Eintauch-Winkel um schön in das Material zu Tauchen
Schlichten = 90% um schnell und einen sauberen / gleichmäßigen Abtrag zu erzielen "z.B. bei 15% entstehen kleine Unebenheiten beim Schlichten"
Zum Thema von "
P38Fan":
Hier fehlen einfach mal ein paar gute Erklärungen wie z.B. ein Fasen-Fräser oder Gewinde-Fräser eingerichtet und verwendet wird, kannst Du da nicht mal ein Video erstellen wie das eingestellt wird und dabei erklären was wofür ist und warum?
Zum Gewinde-Fräsen gibt es ja ein Video, aber welche Einstellungen für das Werkzeug



 ), bekommt man von Herrn Knüll auch nicht, das spricht nicht gerade für Kundenservice...
), bekommt man von Herrn Knüll auch nicht, das spricht nicht gerade für Kundenservice...