jamaicaman
User
Hallo,
Im Brutus Thread ja bereits erwähnt entstand bei mir die mit ~48dm² wohl derzeit größte Styrobalsa Speedfläche.
Da auch letztens die Frage hochkam wie ich die Flächen in einem Zug Presse will ich das hier anhand dieses Beispiels beschreiben.
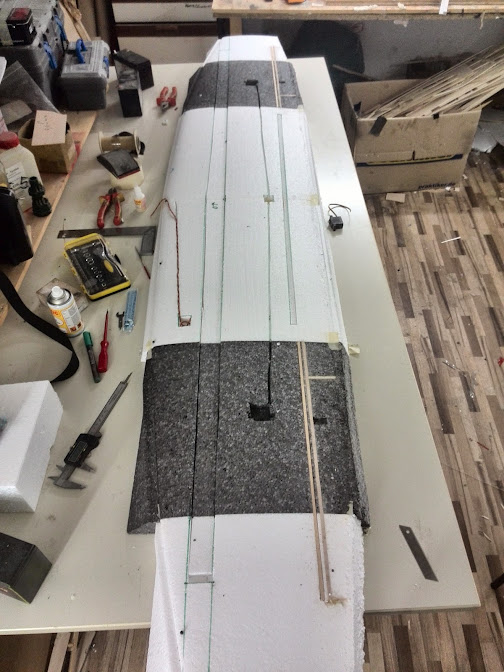
Zuerst nehmen wir einen perfekt geschnittenen Styrokern aus dem hause Jamaicaman")

Wichtig beim pressen in einem Zug ist ein perfekt vorbereiteter Kern mitsamt allen einbauten!
Ich Zeichne mir dann alle Stege, Ausparungen etc... an.

Dann schneide ich alles raus was raus muss... ich verwende gerne CFK-Schlauchholme als Holmsteg wie auch hier. Der Holmsteg ist ein 2x abgestufter 4cm breiter CFK Schlauch.
Die Servos bekommen keine Verkastung, diese werden passgenau ins Styro gesetzt.
Auf dem Bild noch nicht zu sehen, aber bereits eingezeichnet, ist der Klappensteg. (habe kein Bild mit Steg zur Hand )

Dann wird die Beplankung zugeschnitten, hier 2 "Lappen" aus 0,6er! Balsa. Das verfahren mit dem 0,6er Balsa hat sich bewährt, das Balsa trägt nichts und so wird zugleich der Styrokern dicker und bietet mehr Platz für Servos.
Allerdings verzeiht das dünne Balsa keine Fehler, dellen etc... müssen unbedingt vermieden werden da nur 0,6mm zur Verfügung stehen um das später auszuschleifen. Ein Vorteil ist dort wieder der Schlauchholm da dieser sich nicht abzeichnet sonder quasi mitgepresst wird.

Dann wird es ernst...
Zuerst lege ich die Beplankung ein und fixiere sie mit 2 kleinen streifen doppelseitigen Klebeband an der Styroschale. So stelle ich sicher das sie nicht mehr verrutscht.
Dann kommt vollflächig in 45° Faserrichtung das Gewebe / Gelege. Hier 100er Biax CFK.
Jetzt wird der vorbereitete Kern aufgelegt, diesen sicher ich gegen verrutschen mit Stecknadeln, den Holm entferne ich und lege die Rovings ein (Holmgurt).
Der Holm wird nun mit Harz getränkt und dann wieder in den Kern, also auf den Rovings, gesteckt.
Mit Mumpe fülle ich dann die Löcher für die Bohrungen, Ruderarme etc.. auf. Die Servo hebe ich kurz an, mumpe rein, und werden dann wieder hineingedrückt.
Dann geht es natürlich andersrum weiter...
Rovings auf den Holm , Mumpe auf die oberseite der Servos und Klappenstege...
Scharniergewebe nicht vergessen !
Jetzt wieder eine Lage Biax und darauf nun wieder die Beplankung.
Styrodeckel druff und ab in die Presse.
(das die Gewebe, Rovings etc... getränkt werden müssen sollte klar sein )
Und so kommt sie aus der Presse...

Das ganze dann besäumen, Randbögen rann, Nasenleiste... schleifen, Ruder freilegen etc... und es sieht aus wie ein Flügel

Das verfahren hat sich bewährt , sowohl beim Tachyon, diversen 2/3, PV2a, PV2b etc...
Das ganze wird dann noch gebügelt und auf einen Typhoon Rumpf geschraubt und da wir gerade keine Brutusfläche als HLW da hatten , haben wir ein Leitwerk vom Tomahawk genommen.
Was ursprünglich als PV3a (Paradiesvogel 3 Version a) heissen sollte wurde nun auf Bidenhänder umgetauft.

Und hier eins um die größe besser einschätzen zu können..

Wie sagt der Herr auf dem Foto so schön... ganz schön großer Fittich geworden
Hier noch ein paar Infos zum Bidenhänder:
Eine Styro-Kohle-Balsafläche (gebaut von Sascha); Rumpf vom großen "Taifun"(gebaut von Marcus) und ein "Tomahawk" Leitwerk (gebaut von Christian Erdt).
Spannnweite 170cm,
Flächentiefe an der Wurzel 38cm,
Gesamtflächeninhalt 52dm^2 = 3900g maximales FAI Abfluggewicht.
Angetrieben wird das Modell von einem 4535 "evo-cobalt" mit aktuell 12" x 29"/50 Dreiblattlatte und 11S 4000er Zellen.
Steller ist ein YGE 160HV.
Es gibt Grund zur Annahme, dass der "Bidenhänder" derzeit der größte Speeder mit Styro-Kohle-Balsa-Folie -Sandwichfläche ist.
gruß
Sascha
Im Brutus Thread ja bereits erwähnt entstand bei mir die mit ~48dm² wohl derzeit größte Styrobalsa Speedfläche.
Da auch letztens die Frage hochkam wie ich die Flächen in einem Zug Presse will ich das hier anhand dieses Beispiels beschreiben.
Zuerst nehmen wir einen perfekt geschnittenen Styrokern aus dem hause Jamaicaman
Wichtig beim pressen in einem Zug ist ein perfekt vorbereiteter Kern mitsamt allen einbauten!
Ich Zeichne mir dann alle Stege, Ausparungen etc... an.
Dann schneide ich alles raus was raus muss... ich verwende gerne CFK-Schlauchholme als Holmsteg wie auch hier. Der Holmsteg ist ein 2x abgestufter 4cm breiter CFK Schlauch.
Die Servos bekommen keine Verkastung, diese werden passgenau ins Styro gesetzt.
Auf dem Bild noch nicht zu sehen, aber bereits eingezeichnet, ist der Klappensteg. (habe kein Bild mit Steg zur Hand )
Dann wird die Beplankung zugeschnitten, hier 2 "Lappen" aus 0,6er! Balsa. Das verfahren mit dem 0,6er Balsa hat sich bewährt, das Balsa trägt nichts und so wird zugleich der Styrokern dicker und bietet mehr Platz für Servos.
Allerdings verzeiht das dünne Balsa keine Fehler, dellen etc... müssen unbedingt vermieden werden da nur 0,6mm zur Verfügung stehen um das später auszuschleifen. Ein Vorteil ist dort wieder der Schlauchholm da dieser sich nicht abzeichnet sonder quasi mitgepresst wird.
Dann wird es ernst...
Zuerst lege ich die Beplankung ein und fixiere sie mit 2 kleinen streifen doppelseitigen Klebeband an der Styroschale. So stelle ich sicher das sie nicht mehr verrutscht.
Dann kommt vollflächig in 45° Faserrichtung das Gewebe / Gelege. Hier 100er Biax CFK.
Jetzt wird der vorbereitete Kern aufgelegt, diesen sicher ich gegen verrutschen mit Stecknadeln, den Holm entferne ich und lege die Rovings ein (Holmgurt).
Der Holm wird nun mit Harz getränkt und dann wieder in den Kern, also auf den Rovings, gesteckt.
Mit Mumpe fülle ich dann die Löcher für die Bohrungen, Ruderarme etc.. auf. Die Servo hebe ich kurz an, mumpe rein, und werden dann wieder hineingedrückt.
Dann geht es natürlich andersrum weiter...
Rovings auf den Holm , Mumpe auf die oberseite der Servos und Klappenstege...
Scharniergewebe nicht vergessen !
Jetzt wieder eine Lage Biax und darauf nun wieder die Beplankung.
Styrodeckel druff und ab in die Presse.
(das die Gewebe, Rovings etc... getränkt werden müssen sollte klar sein
)Und so kommt sie aus der Presse...
Das ganze dann besäumen, Randbögen rann, Nasenleiste... schleifen, Ruder freilegen etc... und es sieht aus wie ein Flügel
Das verfahren hat sich bewährt , sowohl beim Tachyon, diversen 2/3, PV2a, PV2b etc...
Das ganze wird dann noch gebügelt und auf einen Typhoon Rumpf geschraubt und da wir gerade keine Brutusfläche als HLW da hatten , haben wir ein Leitwerk vom Tomahawk genommen.
Was ursprünglich als PV3a (Paradiesvogel 3 Version a) heissen sollte wurde nun auf Bidenhänder umgetauft.
Und hier eins um die größe besser einschätzen zu können..
Wie sagt der Herr auf dem Foto so schön... ganz schön großer Fittich geworden
Hier noch ein paar Infos zum Bidenhänder:
Eine Styro-Kohle-Balsafläche (gebaut von Sascha); Rumpf vom großen "Taifun"(gebaut von Marcus) und ein "Tomahawk" Leitwerk (gebaut von Christian Erdt).
Spannnweite 170cm,
Flächentiefe an der Wurzel 38cm,
Gesamtflächeninhalt 52dm^2 = 3900g maximales FAI Abfluggewicht.
Angetrieben wird das Modell von einem 4535 "evo-cobalt" mit aktuell 12" x 29"/50 Dreiblattlatte und 11S 4000er Zellen.
Steller ist ein YGE 160HV.
Es gibt Grund zur Annahme, dass der "Bidenhänder" derzeit der größte Speeder mit Styro-Kohle-Balsa-Folie -Sandwichfläche ist.
gruß
Sascha


")