O.K.
so einfach ist das schneiden von solchen Flächenkernen mit tiefen unter 100mm an der Wurzel und um die 40mm als Außentiefe nicht.
Ich habe den Kern des Supra-HLW mit meiner CNC-Säge geschnitten. Die Anlage stammt von Haase
http://www.team-haase.de/ und wurde von mir vervollständigt (Habe nur die Mechanikteile und das Interface gekauft).
Wenn solche Kerne geschnitten werden sollen, müssen die Portale auf einen Abstand gestellt werden, der nur knapp über der Kernlänge liegt. In meinem Fall also 380mm!!! Ich habe mir daher nicht eine fertige Anlage gekauft sondern sie auf diese Notwendigkeiten selst zusammengebaut. Meine Portale sind auf einer 40mm dicken MDF-Platte im Abstand von 380, 600, 800, 1000 uns 1300mm verschiebbar.
Die Säge sollte auch nicht viel länger sein, ich habe für jeden Portalabstand eine passende, die kleinste mit 500mm. Der Draht der Säge sollte nicht der sein mit dem man auch 1300mm schneiden kann, also nicht 0,5mm Durchmesser sondern nur 0,2mm Durchmesser. Damit ist der Abbrand deutlich reduziert und auch die Fläche um den Draht die Wärme abstrahlt ist deutlich kleiner und vermindert damit das Verformen des geschnittenen Kerns. Die Schneidegeschwindigkeit muß bei Verwendung des dünnen Drahts und des kleinen Bogens nicht geändert werden. Ich schneide grundsätzlich alle Kerne mit 100mm/min. Die Spannung des Schneidedrahtes muß nur passend dazu eingestellt werden. Ich mache Probeschnitte und reduziere die Spannung so weit, das der Draht nicht mehr nachhängt. Der Abbrand an der Wurzel und an der Endtiefe kann bei meiner Software getrennt und damit, was ja auch richtig ist, unterschiedlich eingegeben werden.
Ohne diese Einstellungen, passendem Bogen und Drahtdicke kann man so kleine Kerne mit einer CNC-Anlage nicht vernünftig schneiden. Ich habe da einige Versuche und damit Erfahrungen gemacht.
Noch was am Rande: Wenn man Flügeltiefen unter 100mm schneidet, hat meine Software Fehler im Nasenbereich des Kerns produziert. Durch die Multiplizierung der Werte mit einem Faktor kleiner 1 macht die Software probleme. Ich konnte das Problem beheben durch Einführung von 0-Werten für X und Y der Profilkoordinaten an der Profilnase. Mit den heutigen gerechneten Profilen gibt es normalerweise keine null direkt an der Nase. Die kleinen Werte machen aber Probleme beim Runden in der Software. Ich habe auch die Anzahl der Koordinatenpunkte für die sehr kleinen Profiltiefen reduzieren müssen, auch das führte Anfangs zu Problemen.
Meine gezeigten Kerne sind auf ein paar hundertstel genau, aber fragt nicht nach wie vielen Versuchen!
Noch Fragen?
Gruß
Christian
Ich habe noch etwas vergessen:
Die Länge des Kerns der zu schneiden ist wird von mir bei so kleinen Profiltiefen um 20mm auf jeder Seite verlängert. Man hat also nach dem schneiden Kerne die auf jeder Seite 20mm zu lang sind. Diese 20mm werden natürlich anschließend abgeschnitten.
Der Grund dafür ist die Abkühlkurve des Drahtes längs der Drahtlänge. Wie man an dem Bild oben sehen kann ist der Abbrand am Profilauslauf (Endleiste) auf den letzten 20mm des Kerns nicht ganz so lang wie beim Rest des Kerns. Der Draht ist an den Enden des Kerns heißer und erzeugt daher dort mehr Abbrand. Durch das Verlängern und anschließende Abtrennen kann man diese Ungenauigkeit auch noch beseitigen. Es geht auch durch die Beilage von Styroporreststücken rechts und links an der Kern, diesen Bereich des Drahtes beim schneiden abzudecken und damit kühler zu halten.
[ 16. April 2005, 11:06: Beitrag editiert von: Christian Baron ]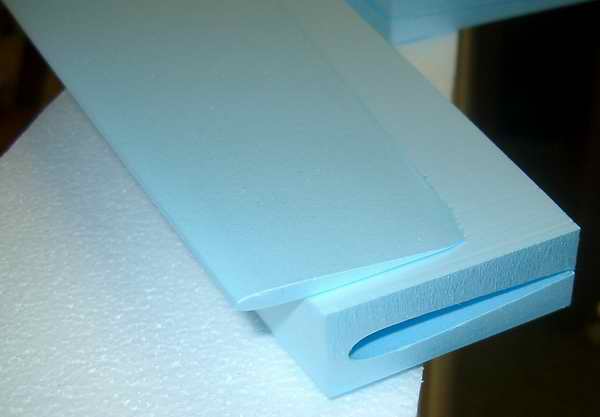
") träum...
träum...