Du verwendest einen veralteten Browser. Es ist möglich, dass diese oder andere Websites nicht korrekt angezeigt werden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Eigenkonstruktion Bf 109 , scale 1/4
- Ersteller Darkeys
- Erstellt am
depronator.
User
Hallo Dirk.
Wie willst Den die Spanten positionieren? Vierkantrohre?
Gruß
Juri
Wie willst Den die Spanten positionieren? Vierkantrohre?
Gruß
Juri
steve
User
Mein Verzug die Rumpfschalen aus alu zu machen lauft nicht gut. 0.4mm 2024T3 ist zu hart und biegt zuviel zuruck. 2024T0 biegen und später ausharten geht nicht da ich einfag kein richtigen Ofen und auch die Kenntnis nicht habe. Auch die Formteilen mussen dan ganz stabiel sein und für nur eine 109 zu kostlich... Mal versuchen mit 0.2mm...
Hallo Dirk,
für das Lösungsglühen des für diese Zwecke geeigneten AlCu4Mg1 wird ein Salzbad verwendet. Das ist dann an sich keine so große Geschichte wie z.B. ein Ofen. In dem Bad kann mit relativ geringen Aufwand die Temp. geregelt werden, was bei Alu sehr wichtig ist. Dann wird noch ein Kühlschrank benötigt der sicher die -20° unterschreitet. Wenn Du einen transportablen Kühlschrank hat, kann Du Dir die Bleche auch beim Profi glühen lassen und Zuhause alles in Ruhe verarbeiten - so würde ich es heute evtl. machen. U.a. auch deshalb, weil für das Salzbad Zyan-Salze verwendet werden. Hier ist das Verfahren grob beschrieben: https://de.wikipedia.org/wiki/Ausscheidungshärtung
Wenn Alu, dann würde ich den Aufbau und das ursprüngliche Konzept übernehmen. Es ist Großserientypisch denkbar einfach gehalten. Der eigentliche Aufwand liegt in der Montagehelling - ist aber auch kein Hexenwerk.
Was allerdings etwas Übung verlangt ist der Umgang mit den dünnen Blechen - sofern sie nicht nur Deko sind. Da braucht man am Anfang eine ziemlich große Tonne und jemanden, der sie öfters unauffällig entleert. Das eine ist, dass die dünnen Bleche an sich schon mal zickig sind, das andere ist, dass man die lösungsgeglühten Teile nur etwa 1 Stunde lang verarbeiten kann.
Es gibt auch die Methode weichgeglühte Bleche zu verwenden. Die bleiben ewig weich und erreichen erst nach dem Lösungsglühen die ursprüngliche Festigkeit. Beim Lösungsglühen verziehen sie sich aber wieder leicht und müssen nachbearbeitet werden. Das ist also nur scheinbar einfacher und entfällt meiner Meinung nach völlig.
Falls Du dazu konkrete Fragen hast - frag einfach.
VG
Hallo Juri,
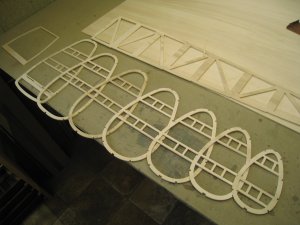
Wollte ich mit vierkantrohre ausrichten. Hat aber nicht gut geklappt. Montieren auf Gerüst geht besser!
Hallo Steve,
Das Plan mit Alu zu arbeiten ist abgeführt wegen Zeitmangel. Ende dieses Jahr muss ich anfangen ein 1/4 scale Ju88 zu bauen...")
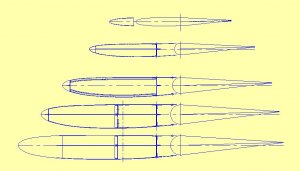
Von Stirn bis Sporn trocken zusammengebaut heute nachmittag:
Wollte ich mit vierkantrohre ausrichten. Hat aber nicht gut geklappt. Montieren auf Gerüst geht besser!
Hallo Steve,
Das Plan mit Alu zu arbeiten ist abgeführt wegen Zeitmangel. Ende dieses Jahr muss ich anfangen ein 1/4 scale Ju88 zu bauen...
Von Stirn bis Sporn trocken zusammengebaut heute nachmittag:
Anhänge



depronator.
User
Hallo Dirk,
das ist aber ein aufwändiges Gerüst. Damit ist es bestimmt viel präziser geworden.
Welche Profile hast Du für SLW genommen? naca 2410 auf 2407?
Gruß
Juri
das ist aber ein aufwändiges Gerüst. Damit ist es bestimmt viel präziser geworden.
Welche Profile hast Du für SLW genommen? naca 2410 auf 2407?
Gruß
Juri
depronator.
User
Das kennst Du bestimmt

Quelle Messerschmitt AG Augsburg
Gruß
Juri
Quelle Messerschmitt AG Augsburg
Gruß
Juri