Moin.
Ihr macht mich ganz irre.
Ich baue die V-Form mittels Steckung (Tragflächenaufnahme) in die Tragfläche ein.
Der Abbrand beim Styroschneiden ist auch ein Thema über das man trefflich diskutieren kann.
Der Abbrand erfolgt natürlich oberhalb der Scheiderippe und im geringsten Teil auch unterhalb der Schneiderippe, also in der Schale. Schön zu erkennen an der winzigen Kante am Styro, die man nach dem Abnehmen der Schneideschablone mit dem Finger ertasten kann.
Deshalb schneide ich erst unten - dann fällt der entstandene obere Styroblock in die untere Schale. Hierdurch werden sämtliche Abbrände wieder kompensiert!
Nun schneide ich die Oberseite und nehme in Kauf, das der auch hier entstehende Abbrand unterhalb der Schablone ( in dem Fall der Styrokern, das Profil eben) das Profil "ausdünnt".
Da dieser Fehler im Bereich in der Grössenordnung von nullkommanullirgendwas ist, macht es für mich auch keinen Sinn zu versuchen, die Schneideschablone in ihrer Höhe angepasst herzustellen.
Für Hundertstel,- und Zehntelmillimeter genaue Produktionsverfahren sind mein Geodreieck und meine Grapscher einfach zu grobschlächtig.
LG
Harry
Hallo Harry
..jeder hat so seinen eigenen Anspruch...
")
..,.auch wenn du zuerst
unten schneidest ,musst du den Abbrand berücksichtigen! Beispiel : die Beplankung hat ne Stärke von 1 mm,dein Draht hat 0,35 mm Durchmesser und der Abbrand 0,60
mm,ergibt ne Spaltbreite von 0,95 mm !!Damit der Kern (zunächst Unterseite)dem Originalprofil entspricht ,muss die Kontur/Auflage-Schneidedraht vom Unterzug wie folgt sein : 1 mm Beplankung - halber Abbrand( 0,30 mm )- Drahtdurchmesser
(0,35 mm)=
0,35 mm!!Somit wird die Dicke der unteren Beplankung ( Auflage Draht )mit
0,35 mm im Profilprogramm eingegeben weil ja die anderen 0,65 mm zum Kern verbraten werden b.z.w. 0,30 mm von der unteren Schale.!!Jetzt
sackt dein Kern 0,95 mm komplett auf die untere Schale..!Folglich muss jetzt die Profilmittellinie ( beim Oberzug) 0,95 mm nach unten versetzt werden..!! Die Auflage/Kontur für den oberen Zug muss nun auch hier wieder(1 mm Beplankung - 0,30
mm Abbrand) auf
0,70 mm eingestellt werden( gemessen von der Profiloberseite inklusiv Beplankung)!!Das heißt , im Profilprogramm wird für die Oberseite eine Furnierstärke von
0,70 mm eingeben,weil die 0,30 mm zum Kern
verschmolzen werden !!
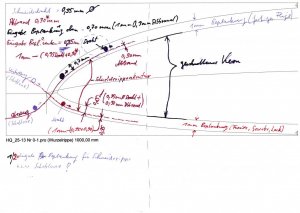
Das Bild erklärt dieses Wirrwarr : hier wird allerdings von oben nach unten geschnitten, also die Mittellinie (Oberzug)bleibt auf der Höhe wie bein Unterzug !!!