Danke für den Tipp mit "lift Z" da hatte ich 0,6mm drin. Das werde ich mal rausnehmen. Ich habe inzwischen ein neues Teil gedruckt, welches auf der Oberseite quasi perfekt ist, aber unten noch Plops hat. Es sind kaum mehr locken, eher so runde Pickel. Vielleicht lässt sich das durch den "lift Z" schon beheben. Was ich auch versucht habe ist retract 2,5mm Einzugsgeschw. 65mm/s und Wiedereinzugsgeschw. auf 45mm/s. Mein Gedanke dabei war, wenn das Material beim Wiedereinzug nicht so arg in die Düse gepresst wird, kann man die Plops evtl. auch vermeiden. Ergebnis ist wie gesagt auch gut, aber es geht bestimmt besser. Wenn es in dem Zusammenhang noch Ideen gibt gerne sagen.
Du verwendest einen veralteten Browser. Es ist möglich, dass diese oder andere Websites nicht korrekt angezeigt werden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Erfahrungen LW-PLA
- Ersteller Airpainter98
- Erstellt am


Chris__aviation
User
Hallo,
Ich hoffe mal nach über nem Jahr kann hier noch wer antworten.
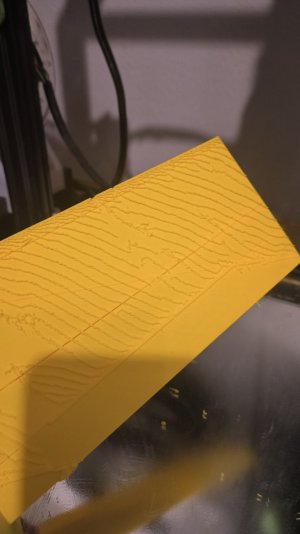
Hab mir jetzt neulich das colorfabb lwpla zugelegt und hab heute zum ersten Mal gedruckt. Jetzt bin ich aber auf ein Problem gestoßen. Ich drucke einwändig ohne infill auf meinem ender 3pro und habe nach dem Druck so Wellen entdeckt. Woran kann das liegen?
Temperatur: 235
Betttemperatur: 60
Lüftung: 80%
Geschwindigkeit: 35mm/s
Flow: 40%
Lg
Christoph
Ich hoffe mal nach über nem Jahr kann hier noch wer antworten.
Hab mir jetzt neulich das colorfabb lwpla zugelegt und hab heute zum ersten Mal gedruckt. Jetzt bin ich aber auf ein Problem gestoßen. Ich drucke einwändig ohne infill auf meinem ender 3pro und habe nach dem Druck so Wellen entdeckt. Woran kann das liegen?
Temperatur: 235
Betttemperatur: 60
Lüftung: 80%
Geschwindigkeit: 35mm/s
Flow: 40%
Lg
Christoph
Anhänge



Chris__aviation
User
Es lässt sich also nicht vermeiden? Also anhand von Einstellungen?
Das LW PLA von e-sun lässt sich nicht so schön drücken hab eine Rolle davon gehabt und hab nicht so eine schöne Oberfläche bekommen wie beim Colur Fabb.
Ich hab Mal eine Frage ob jemand einen Tipp hat. Ich habe immer an der gleichen Seite Material hängen hat jemand eine Idee was das sein kann?
Ich hab Mal eine Frage ob jemand einen Tipp hat. Ich habe immer an der gleichen Seite Material hängen hat jemand eine Idee was das sein kann?
Anhänge
Chris__aviation
User
Ich bin inzwischen vom colorfabb ganz zu polylight gewechselt. Ich hatte mit den colorfabb in letzter Zeit nur Probleme mit dem Drucken vor allem mit underextrusion welches ich mit dem polylight bis jetzt gar nicht hatte. Außerdem bekommst da ne Kilo Rolle und wenn Rabatt ist wie aktuell ist es Preis leistungs technisch einfach besserHat jemand von euch zufällig mal das eSun LW-PLA getestet, sowie das Polylight von 3dlabprint ?
Wie verhalten die sich im vergleich zu dem von Colorfabb?
Freddo
User
Hallo,
ich möchte für meinen nächsten Flieger Material bestellen. Vor einem Jahr hatte ich einen mit dem LW-PLA von Colorfabb gedruckt. Das ging gerade mal so, da nach ca. jedem 2. Teil die Düse verstopfte. Das war ein ordentlicher Leidensweg, bis da dann der Flieger gedruckt war. Hat auch eine 1/2 Rolle mehr an Material verbraucht. Aber ok. Ich habe nun zwei weitere Materialien gefunden. Das von esun(ePLA-LW) und 3DLabPrint(Polylight1.0 LW-PLA).
Mich würde nun eure Erfahrungen mit den drei Materialien interessieren. Drucken, fertige Oberfläche, vielleicht Blobs, Schleifbarkeit, Druckfestigkeit, sind sie spröde und brechen leicht, oder eher weich, Oberfläche kratzempfindlich, wärmeempfindlich nach dem Drucken durch Sonneneinstrahlung. Ich wollte den Flieger in weiß, natural drucken. Ich glaub das esun ist leicht gelblich, oder?
Jetzt bin ich mal gespannt. Vielen Dank an euch.
LG Freddo
ich möchte für meinen nächsten Flieger Material bestellen. Vor einem Jahr hatte ich einen mit dem LW-PLA von Colorfabb gedruckt. Das ging gerade mal so, da nach ca. jedem 2. Teil die Düse verstopfte. Das war ein ordentlicher Leidensweg, bis da dann der Flieger gedruckt war. Hat auch eine 1/2 Rolle mehr an Material verbraucht. Aber ok. Ich habe nun zwei weitere Materialien gefunden. Das von esun(ePLA-LW) und 3DLabPrint(Polylight1.0 LW-PLA).
Mich würde nun eure Erfahrungen mit den drei Materialien interessieren. Drucken, fertige Oberfläche, vielleicht Blobs, Schleifbarkeit, Druckfestigkeit, sind sie spröde und brechen leicht, oder eher weich, Oberfläche kratzempfindlich, wärmeempfindlich nach dem Drucken durch Sonneneinstrahlung. Ich wollte den Flieger in weiß, natural drucken. Ich glaub das esun ist leicht gelblich, oder?
Jetzt bin ich mal gespannt. Vielen Dank an euch.
LG Freddo
Zuletzt bearbeitet:
Moin Alfred,
die physikalischen Eigenschaften nach dem Druck dürften sich bei den drei Materialien nicht (nennenswert) unterscheiden. Direkte Vergleiche hat ärgerlicherweise hier im Forum noch niemand gemacht - der indirekte Vergleich (verschiedene Filamente bei verschiedenen Usern/Druckern) deutet nämlich darauf hin, dass das Filament von 3DLabprint stärker aufschäumt als die Konkurrenz, was natürlich eine wertvolle Eigenschaft wäre.
Brauchbar sind jedenfalls alle drei, wobei 3DLabprint zur Zeit ein Sonderangebot laufen hat und mit 25 Euro/kg sowieso konkurrenzlos billig ist (was noch ein Grund mehr ist, da jetzt zuzuschlagen).
Düsenverstopfungen mit LW-PLA sind eigentlich untypisch. Falls dein Hotend weniger als 40 W hat, solltest du vielleicht ggf. die Druckgeschwindigkeit senken. In jedem Fall aber die Retract-Einstellungen prüfen. Ist schwer, da zu etwas zu raten, weil die Problematik auch sehr stark von den gedruckten Modellen abhängt, aber grundsätzlich kannst du davon ausgehen, dass die Verstopfungen schlagartig aufhören werden, wenn du den Retract auf null setzt. Das verursacht auch kein erhöhtes Stringing, sofern das Modell, das du druckst, lw-tauglich (= leerfahrtoptimiert) konstruiert ist. Wenn nicht... ok, darüber unterhalten wir uns, wenn es dazu kommt.")
Tschöö
Stephan
die physikalischen Eigenschaften nach dem Druck dürften sich bei den drei Materialien nicht (nennenswert) unterscheiden. Direkte Vergleiche hat ärgerlicherweise hier im Forum noch niemand gemacht - der indirekte Vergleich (verschiedene Filamente bei verschiedenen Usern/Druckern) deutet nämlich darauf hin, dass das Filament von 3DLabprint stärker aufschäumt als die Konkurrenz, was natürlich eine wertvolle Eigenschaft wäre.
Brauchbar sind jedenfalls alle drei, wobei 3DLabprint zur Zeit ein Sonderangebot laufen hat und mit 25 Euro/kg sowieso konkurrenzlos billig ist (was noch ein Grund mehr ist, da jetzt zuzuschlagen).
Düsenverstopfungen mit LW-PLA sind eigentlich untypisch. Falls dein Hotend weniger als 40 W hat, solltest du vielleicht ggf. die Druckgeschwindigkeit senken. In jedem Fall aber die Retract-Einstellungen prüfen. Ist schwer, da zu etwas zu raten, weil die Problematik auch sehr stark von den gedruckten Modellen abhängt, aber grundsätzlich kannst du davon ausgehen, dass die Verstopfungen schlagartig aufhören werden, wenn du den Retract auf null setzt. Das verursacht auch kein erhöhtes Stringing, sofern das Modell, das du druckst, lw-tauglich (= leerfahrtoptimiert) konstruiert ist. Wenn nicht... ok, darüber unterhalten wir uns, wenn es dazu kommt.
Tschöö
Stephan
Hallo Alfred,
ich kann meine Erfahrungen auch noch hinzufügen. Ich habe mit Colorfabb angefangen, bin dann zu eSUN gewechselt und habe jetzt auch die Hawker in Polylight 1.0 LW-PLA gedruckt. Nennenswerte Unterscheide außer im Preis konnte ich für mich nicht feststellen. Ich habe auch versuche mit der Temperatur gemacht, Optimierungen sind immer noch möglich. Verstopfungen hatte ich bisher keine. Drucken lassen sich alle Filamente eigentlich einfach und gut. LW-PLA ist nicht brüchig und deutlich "weicher" als PLA. Die Oberfläche zeigt nicht diese typische Rillenstruktur. Die Oberfläche ist vermutlich deutlich offenporiger, da jeder Schmutzpartikel oder Verfärbungen nicht mehr zu entfernen sind! Ich denke bei den LW-PLA Modellen ist es erforderlich die Oberfläche entweder zu lackieren oder mit Klarlack zu versiegeln. So genau kann ich das noch nicht sagen, weil meine erstes Modell aus LW-PLA die Albatros von 3DLab ist und die hab ist komplett lackiert, Der Switchblade 90 von 3DLab ist in eSUN LW-PLA gedruckt und hat bereits 3 Flüge hinter sich und ist noch nicht lackiert. Da bleibt alles an "Dreck" sichtbar :rolleyes:")
Dan hab ich noch den Jetwing von Planeprint mit der 2m Tragfläche. Die ist meines Erachtens zu weich. Schnell fliegen geht nicht, weil sich dann das Modell aufschaukelt und in komische Schwingungen gerät. Grundsätzlich hängt bei LW-PLA sehr viel an einer guten Konstruktion. Der Switchblade hat zusätzlich noch Carbon und Sperrholz verbaut und ist grundsätzlich trotz LW-PLA sehr stabil.
Viele Grüße
Jörg
ich kann meine Erfahrungen auch noch hinzufügen. Ich habe mit Colorfabb angefangen, bin dann zu eSUN gewechselt und habe jetzt auch die Hawker in Polylight 1.0 LW-PLA gedruckt. Nennenswerte Unterscheide außer im Preis konnte ich für mich nicht feststellen. Ich habe auch versuche mit der Temperatur gemacht, Optimierungen sind immer noch möglich. Verstopfungen hatte ich bisher keine. Drucken lassen sich alle Filamente eigentlich einfach und gut. LW-PLA ist nicht brüchig und deutlich "weicher" als PLA. Die Oberfläche zeigt nicht diese typische Rillenstruktur. Die Oberfläche ist vermutlich deutlich offenporiger, da jeder Schmutzpartikel oder Verfärbungen nicht mehr zu entfernen sind! Ich denke bei den LW-PLA Modellen ist es erforderlich die Oberfläche entweder zu lackieren oder mit Klarlack zu versiegeln. So genau kann ich das noch nicht sagen, weil meine erstes Modell aus LW-PLA die Albatros von 3DLab ist und die hab ist komplett lackiert, Der Switchblade 90 von 3DLab ist in eSUN LW-PLA gedruckt und hat bereits 3 Flüge hinter sich und ist noch nicht lackiert. Da bleibt alles an "Dreck" sichtbar
Dan hab ich noch den Jetwing von Planeprint mit der 2m Tragfläche. Die ist meines Erachtens zu weich. Schnell fliegen geht nicht, weil sich dann das Modell aufschaukelt und in komische Schwingungen gerät. Grundsätzlich hängt bei LW-PLA sehr viel an einer guten Konstruktion. Der Switchblade hat zusätzlich noch Carbon und Sperrholz verbaut und ist grundsätzlich trotz LW-PLA sehr stabil.
Viele Grüße
Jörg
Freddo
User
Hallo,
das Problem des Nachsabberns bei Leerfahrten ist mir bekannt. Die Teile sind retractfrei konstruiert, und so werden sie auch gedruckt. Also der gesamte Weg pro Schicht ist ohne abzusetzen an einem Stück zu drucken.
Was mich näher interessiert ist die Empfindlichkeit der Oberfläche, die Farbe und natürlich auch die Temperaturempfindlichkeit bei Sonneneinstrahlung.
Das Problem der Verstopften Düse und die Blobs hängen miteinander zusammen. Hier hab ich mir eine neue Düse mit Beschichtung angeschafft. Könnte die Lösung sein.
Grüße Alfred
das Problem des Nachsabberns bei Leerfahrten ist mir bekannt. Die Teile sind retractfrei konstruiert, und so werden sie auch gedruckt. Also der gesamte Weg pro Schicht ist ohne abzusetzen an einem Stück zu drucken.
Was mich näher interessiert ist die Empfindlichkeit der Oberfläche, die Farbe und natürlich auch die Temperaturempfindlichkeit bei Sonneneinstrahlung.
Das Problem der Verstopften Düse und die Blobs hängen miteinander zusammen. Hier hab ich mir eine neue Düse mit Beschichtung angeschafft. Könnte die Lösung sein.
Grüße Alfred
Webwolf
User
hallo zusammen, wollte mal sehen, welche Erfahrungen es bzgl. ESun LW-PLA eurerseits gibt, da ich mal relativ schechte Erfahrungen damit gemacht hatte. Die Layerhaftung war miserabel, wobei es womöglich an falschen Druckeinstellungen gelegen haben könnte. Mit Polylight und Colorfabb ist mir so etwas noch überhaupt nicht passiert. Allerdings muss ich sagen, dass ich immer wieder zum Colorfabb zurückkomme, weil es meiner Ansicht nach an Schlagfestigkeit nicht zu überbieten ist. Ich bin am Wochenende in einen Baum gecrasht und der Flügel hatte gerade mal ein kleines Loch. Ich bin mir sicher, dass es ein anderes Material nicht überlebt hätte.
Tom Franke
User
Mojn Männers,
Ich nehme ausschließlich ColorFabb LW-PLA. Angefangen habe ich mit E-Sun LW-PLA aber das ist nicht so druckfest wie das Colorabb. Ich drucke mittlerweile ohne Nozzle Kühlung und 40 Grad Bett Temperatur für die erste Schicht. Danach gehe ich auf 20 Grad was Umgebungstemperatur bedeutet. Die Druckgeschwindigkeit beträgt an der Außenwand 40 mm/sec alles andere wird mit 60 mm/sec gedruckt. So ist eine F35 von RC Jetprint entstanden und aktuell wird eine SU27 Flanker von Cults 3D gedruckt.
Gruß Tom
Ich nehme ausschließlich ColorFabb LW-PLA. Angefangen habe ich mit E-Sun LW-PLA aber das ist nicht so druckfest wie das Colorabb. Ich drucke mittlerweile ohne Nozzle Kühlung und 40 Grad Bett Temperatur für die erste Schicht. Danach gehe ich auf 20 Grad was Umgebungstemperatur bedeutet. Die Druckgeschwindigkeit beträgt an der Außenwand 40 mm/sec alles andere wird mit 60 mm/sec gedruckt. So ist eine F35 von RC Jetprint entstanden und aktuell wird eine SU27 Flanker von Cults 3D gedruckt.
Gruß Tom
Ähnliche Themen
- Antworten
- 2
- Aufrufe
- 581
- Antworten
- 62
- Aufrufe
- 16K
- Antworten
- 54
- Aufrufe
- 12K