Ich verstehe dann aber ehrlich gesagt auch nicht ganz, warum du dir dann den Bambu X1C angeschafft hast?
Naja, was wäre denn die Alternative zur Zeit? Ich könnte jetzt einen Prusa XL bestellen und dann mit Glück "schon" im Juli beliefert werden (mit weniger Glück im Oktober oder November) - der Rest des Marktes teilt sich wie üblich in "minderwertig" und "unerschwinglich". Die einzige andere halbwegs verlässliche Möglichkeit, die ich zur Zeit noch sehen würde, wäre, einen Voron zu bauen, worauf ich aber wirklich keine Lust habe...
Der X1C (und sicher auch der P1P) ist ein sehr guter Drucker, gar keine Frage. Was mich daran stört, sind ja auch nicht primär konstruktive Merkmale, sondern die Knüppel, die BambuLab dem Benutzer mit Berechnung zwischen die Beine wirft.
Das fängt damit an, dass z.B. die Eingabemöglichkeit der Druckbettgröße, die in BambuStudio 1.2 noch vorhanden war und die elementar für die Konfiguration von Fremddruckern ist, zwischenzeitlich willkürlich entfernt wurde.
Das geht weiter mit fest eingebauten Routinen, die untauglich für Filamenttypen sind, die Bambu selber nicht verkauft.
Und mit proprietären Marlin-Erweiterungen, die nirgends dokumentiert sind.
Und mit künstlich verschlechterten Voreinstellungen für Fremdfilamente und -drucker.
Und, und...
Dann sind da so Sachen, die von Seiten BambuLabs vielleicht gar keine gewollten Verschlechterungen darstellen, aber einfach anscheinend zu unwichtig sind, um große Beachtung zu finden. Großes Manko zum Bespiel: das trotz vorhandenem Filamentsensor ultra-unkomfortable Ladeverhalten, wenn man nicht das AMS benutzt. Nicht nur, dass es keine Ladeautomatik gibt; es gibt noch nicht mal ein Ladeprogramm, das man händisch auslösen könnte.
Nett wäre, wenn man ein entsprechendes Makro wenigstens per G-code-Terminal manuell eingeben könnte, aber... naja, nein, ein Terminal, das ist nun wieder nichts, was der Bambu-User haben können soll. Der macht ja nur Unsinn damit. Geben wir ihm lieber ein paar Knöpfe zu Draufdrücken.
Dann ist da halt die Sache, dass Bambu es in der Kickstarter-Phase eher mit "Fans" zu tun hatte, die mit einem gewissen Idealismus und Risikobereitschaft Geld in das Projekt gepumpt haben. Jetzt müssen sie, wenn sie sich am Markt behaupten wollen, zeigen, dass sie auch mit "Kunden" umgehen können. Das läuft zur Zeit etwas holprig an - man könnte auch "unwillig" sagen. Zwei Beispiele:
- Die jüngste Reklamationswelle mit den krummen Heizbetten dürfte einige Leute ins Grübeln gebracht haben, was es eigentlich bedeutet, dass es so etwas wie eine Bambu-Garantiewerkstatt in erreichbarer Nähe schlicht nicht gibt. Wie Bambu damit umgeht? Sie verlangen eine Verifizierung per Logfile und schicken dann ein neues Heizbett (das bei manchen Betroffenen ebenfalls wieder krumm war) zum Selber-Einbauen. Der Einbau stellt nach Bambu-Richtlinien eigentlich eine Garantieverletzung dar. Wie es weitergeht, wenn der schiefläuft, weiß ich nicht.
- Die Wartungsvorgaben von Bambu sehen vor, dass die Z-Spindeln alle 3 Monate nachgeschmiert werden sollen. Das einzige Fett, das Bambu für den Zweck empfiehlt, wird allerdings nur in 15-kg-Gebinden geliefert (bei einem Kilopreis von rund 75 Dollar eine stolze Investition). Was so alles Lustiges passieren kann, wenn man einen falschen Schmiermitteltyp zum Nachschmieren benutzt, brauche ich wohl hier keinem zu erzählen. Erstaunlich ist nebenbei, wie wenig Aufhebens zu solchen Sachen im Bambu-Forum gemacht wird.
Alles in allem ist halt BambuLab einfach eine unsympathische Firma, von der ich weder Support noch Service erwarte. Das heißt nicht, dass ich von denen nichts kaufe (offensichtlich) - aber die teilweise kläglichen Versuche, mit denen sie mich daran hindern wollen, das volle Potenzial ihres eigenen Produkts zu nutzen, fordern ja schon gewissermaßen den sportlichen Ehrgeiz, genau das zu tun.
Was man BambuLab aber neidlos zugute halten muss: Die haben, mW erstmalig, der Branche gezeigt, wie schnell Produktentwicklung geht, wenn man nur mal den Arsch hochkriegt. Wenn die in dem Tempo weitermachen (und es noch auf die Reihe kriegen, die Produkt
pflege und den Service ebenfalls auf menschenwürdiges Niveau und Geschwindigkeit zu bringen), würde es mich nicht wundern, wenn die in einem Jahr mehr Drucker verkauft haben würden als Prusa seit Bestehen.
Klar kann der präzise drucken aber der Nummer eins Vorteil ist Geschwindigkeit
Nummer eins ist immer Präzision, sonst ist ja die Geschwindigkeit sinnlos. Der Prusa I3 Mk3 (wenn ich den mal wieder als Vergleich bemühen darf) kann ja auch 200 mm/s im "Draft mode", aber ich habe nie die Neugierde besessen, auszuprobieren, was dabei herauskommt. Natürlich kann Geschwindigkeit einem wichtig sein und ist mir selber auch lieb, allein schon wegen der eingesparten Energie bei kürzeren Druckzeiten. Das geht aber nicht so weit, dass ich dafür qualitativ schlechtere Ergebnisse akzeptiere, denn das ist in meinen Augen Plastik-Verschwendung. Wenn ich also mit dem X1C bei annähernd gleicher Qualität doppelt so schnell drucken kann wie mit meinen anderen Druckern, dann freut mich das. Und wenn es für die vierfache Geschwindigkeit nicht reicht, sehe ich da keinen Anlass, enttäuscht zu sein.
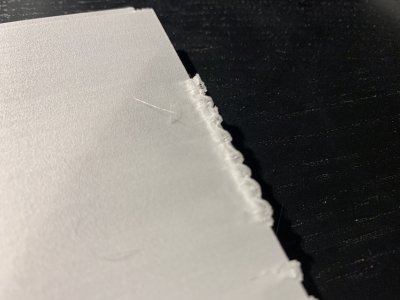
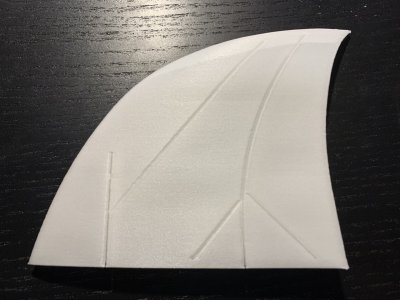
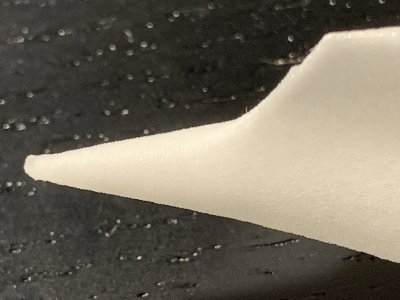
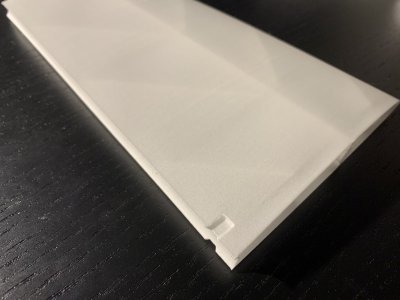
Bei vielen Materialien ist nun mal das Filament der geschwindigkeitsbegrenzende Faktor und nicht die geometrische Genauigkeit. LW-Filamente brauchen zusätzliche Zeit zum Aufgasen - die kann man durch eine größere Schmelzkammer teilweise effektiv verringern, aber in der Hinsicht liegt das Hotend der Bambu-Drucker ziemlich genau in der Mitte zwischen V6 und Volcano (während alle drei ein 40W-Heizelement benutzen), und auch mit einem Volcano konnte man LW-PLA nie mit PLA-Geschwindigkeit drucken. Warum also sollte man hoffen, es mit einem Bambu zu können?
Tschöö
Stephan













")

