Holzwurm56
User
Hallo Michael, apocalypsedule,
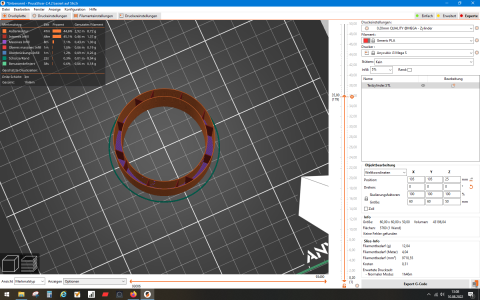
ich habe euren Rat befolgt und einen Zylinder 60mm in Vasenmodus gedruckt, ich bin sprachlos wie schön das Teil geworden ist.
Kein Versatz und fast glatte Wände.
Nun wie bekomme ich einen schönen Druck der keine Naht und eine glatte Wand hin.
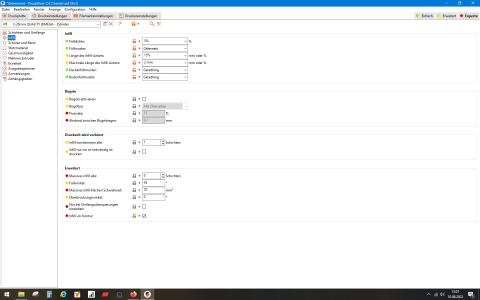
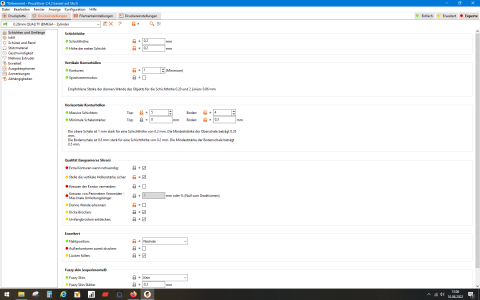
Der Prusa Slicer scheint schon einmal der richtige Weg zu sein, aber im Post 13 ist das zwar deutlich besser geworden als in Simplify Slicer und die Teile von Michael sehen für mich absolut perfekt aus. Die Geschwindigkeiten habe ich auch schon etwas reduziert um den Versatz zu eliminieren.
Habt Ihr eventuell noch einen Ansatzpunkt?
Gruß Mario
ich habe euren Rat befolgt und einen Zylinder 60mm in Vasenmodus gedruckt, ich bin sprachlos wie schön das Teil geworden ist.
Kein Versatz und fast glatte Wände.
Nun wie bekomme ich einen schönen Druck der keine Naht und eine glatte Wand hin.
Der Prusa Slicer scheint schon einmal der richtige Weg zu sein, aber im Post 13 ist das zwar deutlich besser geworden als in Simplify Slicer und die Teile von Michael sehen für mich absolut perfekt aus. Die Geschwindigkeiten habe ich auch schon etwas reduziert um den Versatz zu eliminieren.
Habt Ihr eventuell noch einen Ansatzpunkt?
Gruß Mario