Charly_Brown
User
Hallo CNC-Fräser,
welche Radienfräser bzw. Radiusfräser könnt ihr empfehlen?
Danke.
welche Radienfräser bzw. Radiusfräser könnt ihr empfehlen?
Danke.
Hallo :-)
Hat hier jemand eventuell Interesse daran mir Halbpositive von Rumpf, Leitwerken und Tragflächen aus Roofmate zu fräsen.
Wenn ja würde ich mich über ne PN freuen. Als File kann ich aber nur STL Files liefern, das ja einige Programme und Maschinen recht gut verarbeiten können
lg, Gernot
Hallo CNC-Fräser,
welche Radienfräser bzw. Radiusfräser könnt ihr empfehlen?
Danke.
Hallo Gernot,
da ich lediglich 500x300 mm Verfahrweg habe, macht es wohl wenig Sinn. Du solltest dir jemanden mit einer größeren Fräse suchen.
Hallo.
Vielleicht findet sich hier ja noch jemand mit einer etwas größeren Fräse??
Lg, Gernot
Hallo Gernot,
da ich lediglich 500x300 mm Verfahrweg habe, macht es wohl wenig Sinn. Du solltest dir jemanden mit einer größeren Fräse suchen.
Hallo.
Vielleicht findet sich hier ja noch jemand mit einer etwas größeren Fräse??
Lg, Gernot
darf ich fragen, warum du dich für "deinen" Fräser und nicht den Sorotec 3D-Radienfräser entschieden hast?





- Welches Material
- Dicke der Endleiste im CAD
- Fräser
- Strategie (gerade abzeilen, Konturparallel, unterteilt mit versch. Strategien, usw.)
- Vorschub, Drehzahl, Zeilenabstand
- Wie sieht die Negativschale zum ansaugen aus (gern mit Foto)
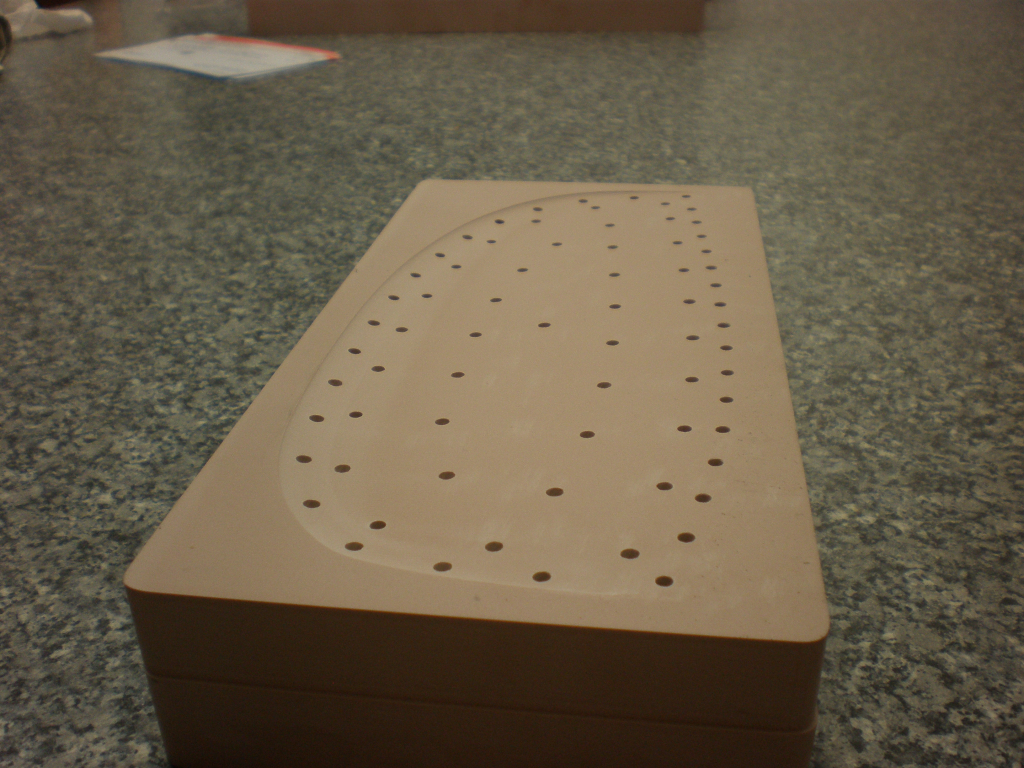
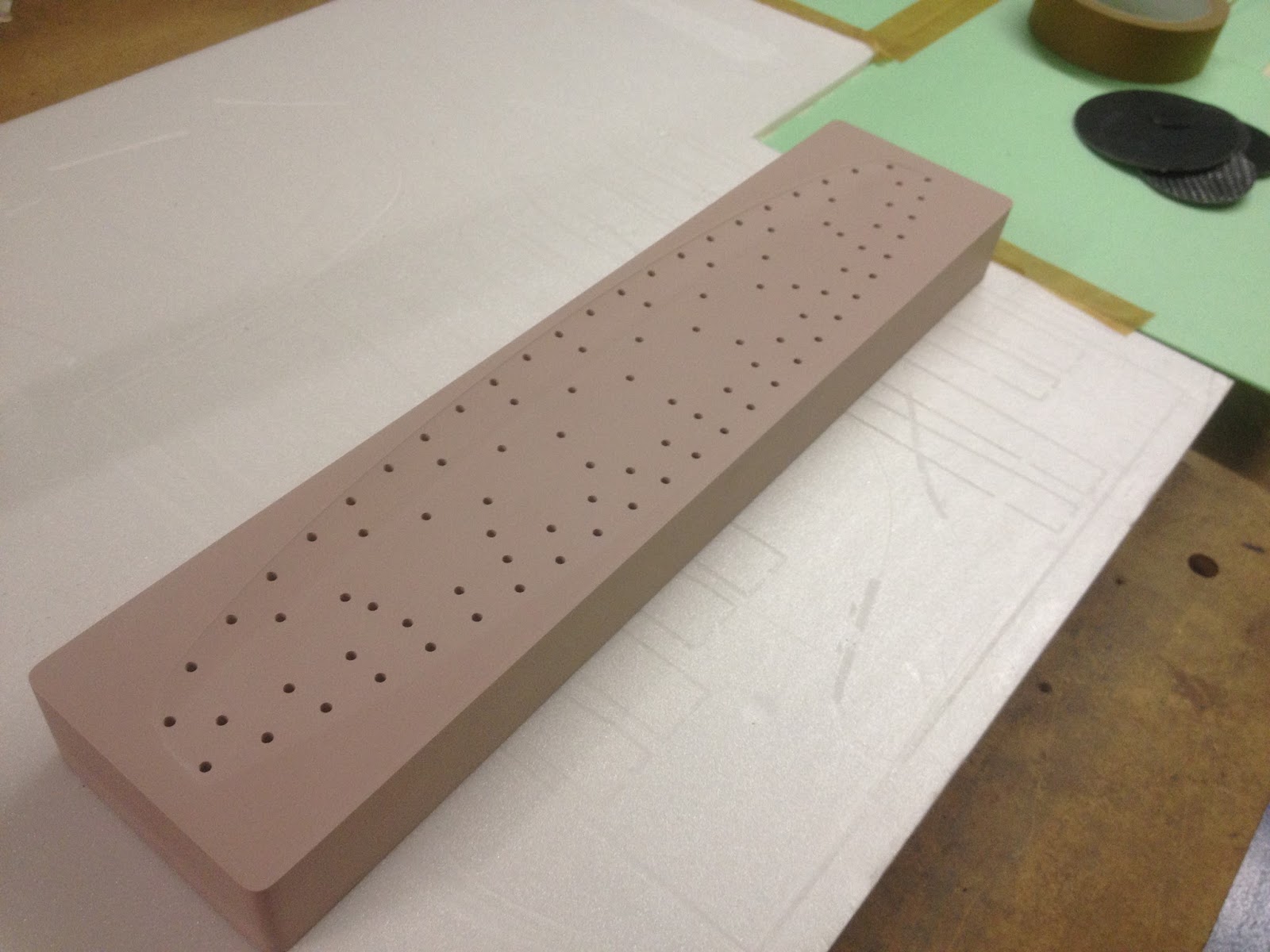
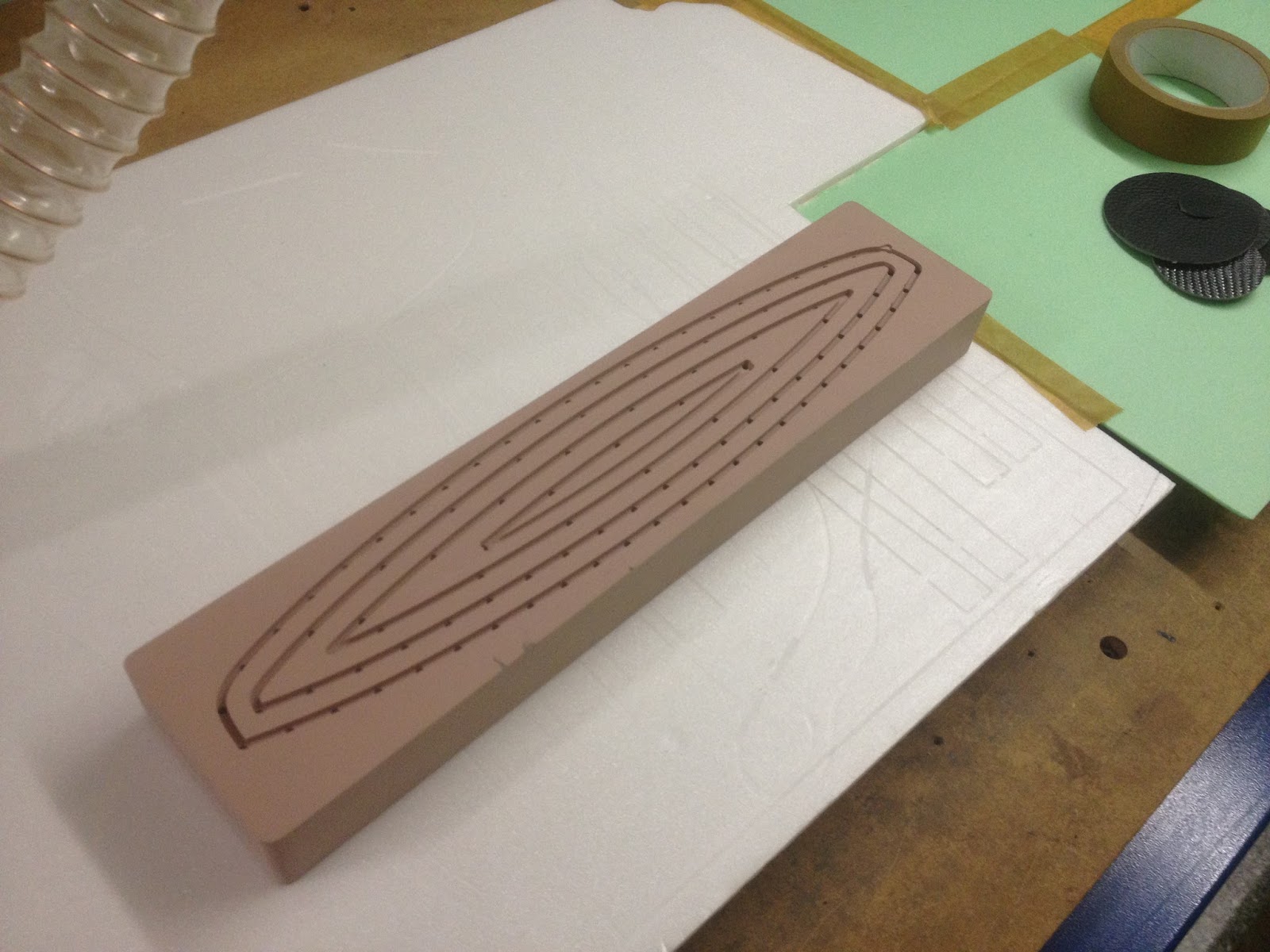
Sehr interessant wäre eure Vorgehensweise für saubere Endleisten. Meine Negativschalen sehen so aus. Für Verbesserungsvorschläge bin ich offen.



Hast du die Endleiste der Flächen auf dem Bild nachgeschnitten oder ist das der Zustand nach dem Fräsen?
Die Fräszeit pro Seite wäre als Zusatzinfo noch interessant
Jonas, hast du die Negativschalen auch mit einem Schaftfräser gefertigt?
@Jonas
Wie lange ist die Fräszeit für eine Fläche, rein der Kern?
Das geplante vorgehen für die Form: Beide Seiten negativ fräsen, an der Endleiste jeweils eine 4 mm breite Nut. Ist die Endleistenstärke von 0,1 mm in der Negativform ok? Sonst noch was zu beachten?
Gruß Marc
Ist die Endleistenstärke von 0,1 mm in der Negativform ok? Sonst noch was zu beachten?
Gruß Marc
Ich mache die Leitwerksteilen 0.3 bis 0.4 mm dicker.
Meine letzte Ansaugformen sind aus MDF. Ich sauge meine zu fräsen Teilen fest ohne dass ich Locher gebohrt habe im MDF.
Da wo kein zu fräsen Teil ist gut lackieren und wenn die Vakuumpumpe stark genug ist saugt man ohne Probleme gut fest.
Hallo Loet,
danke für die Info! Meinst du in diesem Fall damit, dass du die Kerne 0.3 bis 0.4 mm dicker fräst als die Negativform, also auf Übermaß?
Mit welcher Art von Vakuumpumpe betreibst du die MDF Ansaugform? Mein Seitenkanalverdichter ist auf hohen Volumenstrom ausgelegt,
in deinem Fall benötigt man warscheinlich eine Pumpe die auf Unterdruck ausgelegt ist?
Ich habe auch noch mal eine Frage zu deinem CAM. Du sagtest, dass du HyperMill/CAM einsetzt. Ich habe bisher keine Preise gefunden, vermute aber mal dass es für den Hobbybereich etwas teuer sein wird.
Kannst du dazu was sagen?
Gruß Marc

Seeeehr ordentlich, Herr Peters !
Jetzt noch eine Handvoll Carboweave geordert, dann bist Du "King of da Ding" !
Gruß
Peer