FlugManni
User
Hallo Paul,
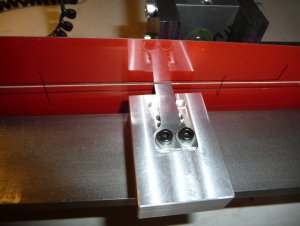
wenn ich das richtig sehe kannst Du die ALU - Platte nach dem Laminieren abschrauben. Dann hast Du auf der Kopfseite, zumindest bei dieser Form, die Möglichkeit den Druckluft Anschluss an die Stelle ZU halten, wo das Laminat und die Form abschließen. Du glaubst gar nicht, welche Wege sich die Luft sucht. Probiere es mal aus. Würde mich interessieren ob es klappt. Herbert W. hat oft davon gesprochen, daß er auf diese Art die Urmodelle aus den Formen gelöst hat. Du weißt wen ich meine.
Mit freundlichen Grüßen MANFRED
wenn ich das richtig sehe kannst Du die ALU - Platte nach dem Laminieren abschrauben. Dann hast Du auf der Kopfseite, zumindest bei dieser Form, die Möglichkeit den Druckluft Anschluss an die Stelle ZU halten, wo das Laminat und die Form abschließen. Du glaubst gar nicht, welche Wege sich die Luft sucht. Probiere es mal aus. Würde mich interessieren ob es klappt. Herbert W. hat oft davon gesprochen, daß er auf diese Art die Urmodelle aus den Formen gelöst hat. Du weißt wen ich meine.
Mit freundlichen Grüßen MANFRED
")

 :rolleyes:")


")