Hallo Wolfgang,
vielen Dank, dass du mir beim Druck mit Cura helfen willst, ich schicke dir dann gleich eine Nachricht, dann können wir die Dateien tauschen.
Ich habe es jetzt inzwischen nach etlichen Fehldrucken endlich geschafft, die Test Datei von 3D Labprint in guter Qualität zu drucken. Mit Ausnahme, daß ein paar Fäden im inneren des Flächenteils entstanden sind. Aber ich denke mal das dies normal ist. Oder schafft es hier jemand komplett ohne Stringing die Teile zu drucken? Ich hatte mir das empfohlene PLA von "Das Filament" bestellt und habe leider keine guten Erfahrungen damit gemacht. Oder ist es normal das das Zeug in Spagettifäden bei einer Düsentemperatur von 200° wie Suppe aus der Düse läuft, ohne das der Druckvorgang gestartet wurde? Bei dem original Filament das meinem Anycubic I3 Mega beilag, ist das jedenfalls nicht der Fall. Hier ist die Reklamation, die ich per E-Mail an die Firma geschickt habe:
Sehr geehrte Damen und Herren,
leider habe ich massive Probleme, mit dem von Ihnen gelieferten Filament, dünnwandige Teile zu drucken. Mir wurde Ihre Firma im RC-Modellbauforum empfohlen. Dort hieß es, dass man mit Ihrem Filament besonders gut dünnwandige Teile für ferngesteuerte Modellflugzeuge drucken könnte.
Als erstes ist mir aufgefallen, dass beim Erhitzen der Düse schon bei einer Temperatur von 200° das Filament in Fäden aus der Düse läuft, ohne das der Druckvorgang gestartet wurde. Es läuft dann ein Stück gerade nach unten, macht dann eine 180° Kurve bis es wieder oben bei der Düse ankommt und diese verschmutzt. Das Filament ist meines Erachtens nach viel zu flüssig. Bei dem mitgeliefertem Filament von meinem Anycubic I3 Mega habe ich diese Probleme nicht.
Ich hatte etliche Fehldrucke (Siehe Foto 1), bis ich es endlich geschafft habe, durch andere Cura Einstellungen ein einigermaßen vernünftiges Teil zu drucken.
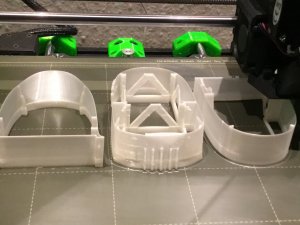
Der ausschlaggebende Punkt bezüglich meiner Reklamation ist, dass sich die Spitze des Druckobjekts nach einiger Zeit von der Druckplatte löst und dann der Spalt nach und nach immer größer wird. Das Filament scheint sich während des Druckvorgangs zu verziehen, so dass die spitz zulaufende Stelle des Druckobjekts praktisch von der Platte „abgezogen“ wird. Ich habe verschiedene Temperaturen im Bereich von 45°-65° Grad am Druckbett getestet, wobei die Haftung bei 65° wirklich sehr gut ist. Das Problem ist demnach nicht die Haftung, sondern das Filament, welches sich zusammenzieht und von der Platte löst. Anders kann ich es mir nicht erklären, dass der Spalt zwischen Druckbett und Objektspitze mit fortschreitender Druckdauer immer größer wird.
Auf den Fotos 2 & 3 sehen Sie auf der rechten Seite den Ausdruck mit Ihrem PLA und links mit dem alten Anycubic PLA, bei dem sich kein Spalt gebildet hat.
Das Filament ist für meine Zwecke nicht zu gebrauchen, da es viel zu flüssig ist und sich verzieht.
Ich bitte Sie daher, mir den Kaufpreis zu erstatten.
Mit freundlichen Grüßen
Daniel Kudritzki
Foto 1:
Foto 2 & 3:
Und diese Antwort habe ich heute erhalten:
Sehr geehrter Herr Kudritzki,
danke für die Kontaktaufnahme. Es tut uns leid, dass Sie Probleme beim Drucken bekommen haben.
Wir verwenden wir ausschließlich Neuware Granulat mit Werksprüfzeugnis, um dauerhaft konstante Materialeigenschaften gewährleisten zu können. Insbesondere die technischen Eigenschaften des Kunststoffes sind streng überwacht und variieren nicht. Alle Extruder laufen sortenrein, sodass es auch keine Materialvermischungen geben kann. Zusätzlich prüfen wir jede Granulat- und Farbbatchcharge auf unseren 15 Testgeräten. Es werden 100% Inline während der Produktion mittels Lasermikrometer vermessen. Aktuell haben wir keine weiteren Auffälligkeiten bei unseren PLA Filamenten.
Anbei einige Tipps, wodurch die Haftung zum Druckbett verbessert werden kann und es somit auch zu keinem Verzug / Ablösen der Druckteile kommt:
- Hotendtemperatur für den ersten Layer erhöhen. (z.B. bis zu 225°C, danach runterfahren auf 210-215°C)
- Höhe der ersten Schicht prüfen, es sollen keine einzelnen Bahnen sichtbar sein, sondern diese sauber miteinander verschmelzen.
- Sauberes Druckbett, zur Reinigung empfehlen wir z.B. Isopropanol.
- Bauteilkühler: Dieser sollte nicht zu früh aktiviert werden, da dieser sonst das Druckbettoberfläche zu stark abkühlen kann.
- Druckgeschwindigkeit: Der erste Layer sollte deutlich langsamer gedruckt werden.
- Bei kleiner Kontaktfläche zum Bett: ein zusätzliches Drucken eines Skirts erhöht die Kontaktfläche zum Bett sodass eine bessere Gesamthaftung erreicht wird.
- Überprüfung der Temperatur des Druckbetts: Häufig gibt es einen gewissen Offset zwischen eingestellter Temperatur und realer, an der Oberfläche anliegender, Drucktemperatur.
Bitte verstehen Sie die Fragen und Hinweise nicht falsch. Wir können die Spule auch gerne bei uns untersuchen, falls Sie der Meinung sind, dass etwas nicht stimmt. Ohne Feststellung der Ursache können wir aber angebrochene Filamentspulen nicht ohne weiteres ersetzen, wir hoffen Sie haben dafür Verständnis.
Viele Grüße
DAS FILAMENT Team
Ich werde nach dieser Standart Mail bestimmt nicht die Rolle zum "untersuchen" an die Firma zurückschicken. Wenn die dann bei dieser Untersuchung keinen Materialfehler feststellen können, stehe ich ohne Geld und Filament, mit leeren Händen da. Ich werde mir jetzt eine neue Rolle bei Amazon bestellen, die kann ich bei minderwertiger Qualität wenigstens kostenfrei per Retourenlabel zurückschicken und bekomme dann umgehend mein Geld zurück.
Ich habe jetzt nach langem herumprobieren herausgefunden, daß ich die besten Druckergebnisse erziele, in dem ich den Retract auf dem Standartwert von 6 mm belasse. Dabei würden eigentlich Lücken entstehen. Wenn ich dann aber den Retraction Extra Prime Amount auf 0.3 einstelle ist das Druckergebnis bei mir optimal. Das Teil wird aber laut Cura dadurch 4-5 g schwerer. Ich hoffe das der Flieger am Ende dann nicht zu schwer wird. Eine geringere Druckgeschwindigkeit hat bei mir keine Verbesserungen gebracht, sondern das Stringing eher noch verschlimmert. Hier nochmal Fotos von meinen aktuellen Einstellungen:
Ich wünsche euch allen ein schönes Weihnachtsfest!
Daniel


")