Du verwendest einen veralteten Browser. Es ist möglich, dass diese oder andere Websites nicht korrekt angezeigt werden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Open Wing - Ein 2m Allrounder für jede Gelegenheit!
")
Alles klar.
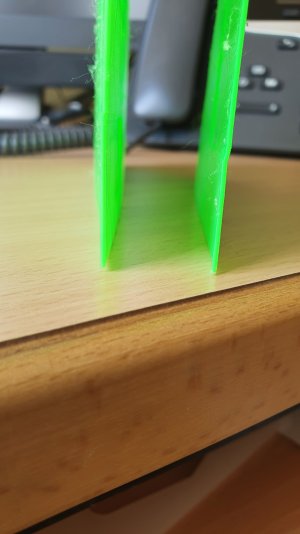
Meine 700g Rolle ist jetzt auf den letzten Metern, und ich stelle fest ( da das ohne Brim ja so schön passt), dass die Klappe klappt! Sollte während des Drucks ja nicht sein... Ich habe kein Material mehr für nochmal drucken, daher habe ich die mal flugs mit Magneten festgemacht.

Wobei natürlich auch gleich der Skirt verrutscht ist, an dem ich die Neutralstellung abschätzen wollte. Argh. Hoffe, das geht so, 12h to go beim letzten Großteil...
Bleibt spannend. Also immer schön mit Brim, das ist in 2 Minuten entfernt.
Patrick
Meine 700g Rolle ist jetzt auf den letzten Metern, und ich stelle fest ( da das ohne Brim ja so schön passt), dass die Klappe klappt! Sollte während des Drucks ja nicht sein... Ich habe kein Material mehr für nochmal drucken, daher habe ich die mal flugs mit Magneten festgemacht.
Wobei natürlich auch gleich der Skirt verrutscht ist, an dem ich die Neutralstellung abschätzen wollte. Argh. Hoffe, das geht so, 12h to go beim letzten Großteil...
Bleibt spannend. Also immer schön mit Brim, das ist in 2 Minuten entfernt.
Patrick
Marc25
User
Hallo,
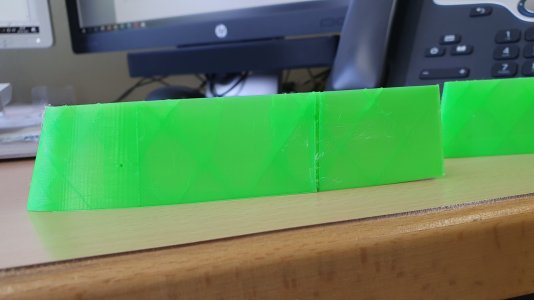
für den ersten Druck bin ich mit der Qualität soweit zufrieden. Jedoch muss ich nochmal ran. Die Heizbetttemperatur Scheint zu hoch zu sein, da ich ein leichtes warping habe.
Bei mir hat sich, wie bei Patrick auch, das Ruder vom Heizbett gelöst. Ich hab nämlich dort einen Sprung drin. Vorne an der Tragflächen ist alles i.O.
Gruß
Marc
für den ersten Druck bin ich mit der Qualität soweit zufrieden. Jedoch muss ich nochmal ran. Die Heizbetttemperatur Scheint zu hoch zu sein, da ich ein leichtes warping habe.
Bei mir hat sich, wie bei Patrick auch, das Ruder vom Heizbett gelöst. Ich hab nämlich dort einen Sprung drin. Vorne an der Tragflächen ist alles i.O.
Gruß
Marc
Anhänge


Marc25
User
Moin zusammen,
Ich hab jetzt die Anzahl Brim auf 7 erhöht. Die Betttemperatur auf 50 Grad reduziert, zusätzlich über das Anti Warping Plugin für Cura zusätzliche Haltepunkte definiert.
An der Nasenleiste ist das Warping deutlich besser geworden. Die Stoßkanten sind auch deutlich gerade geworden. Nur das Ruder löst sich hinten noch vom Heizbett ab.
Ich denke ich bin auf dem richtigen Weg.
Mein Sprung im Druck ist auch weg.
Gruß
Marc
Ich hab jetzt die Anzahl Brim auf 7 erhöht. Die Betttemperatur auf 50 Grad reduziert, zusätzlich über das Anti Warping Plugin für Cura zusätzliche Haltepunkte definiert.
An der Nasenleiste ist das Warping deutlich besser geworden. Die Stoßkanten sind auch deutlich gerade geworden. Nur das Ruder löst sich hinten noch vom Heizbett ab.
Ich denke ich bin auf dem richtigen Weg.
Mein Sprung im Druck ist auch weg.
Gruß
Marc
Anhänge

crzyguy143
User
Das denke ich auch, auch wenn ich tendenziell eher die Betttemperatur erhöhen würde, um die Druckbetthaftung zu erhöhen bzw. warping zu vermeiden. Warping ist das Produkt der Temperaturunterschiede von Hotend zu Bett. Sprich dass extrudierte Material kontrahiert nach der Extrusion. Je Kälter das Druckbett, desto stärker die Kontraktion und damit auch das Warping.Ich denke ich bin auf dem richtigen Weg.
Da ich lange lange Zeit Probleme hatte mit Warping und Druckbetthaftung kann ich dir meine besten Erfahrungen gerne mitteilen. Mittlerweile drucke ich sogar ASA/ABS ohne Gehäuse und ohne warping.
Ich drucke mittlerweile auf Pertinax. Die Platten gibts extrem billig und müssen nur einmal gründlich mit grobem Schleifpapier angeschliffen werden. PLA haftet teilweise so gut, dass mir ein Flügelsegment schonmal gebrochen ist beim ablösen. Ich hätte warten sollen bis das bett abgekühlt ist
 :rolleyes:")
Bei Pertinax nicht die gleichen Fehler wie ich machen. Maximal 1mm stark und am besten auf eine Glasplatte aufkleben, großflächig. Pertinax verzieht sich bei wärme und ist daher als einzelplatte ungeeignet und muss verklebt werden. Bei Landwehr3D gibts die Platten für einen guten Preis und zugeschnitten inklusive passender Klebefolie. Dass deine Basis immer gründlichst gereinigt ist, setze ich jetzt mal vorraus.
Wenn garnix geht, und nur so kann ich auch ASA drucken, benutze ich printafix. Das lässt sich gut auftragen und mit iso super leicht wieder entfernen.
Ich kanns den Fotos nicht entnehmen, aber hast du die Z-Naht auf der Endleiste der Ruder? Das unterstützt das warping. Z-Naht verlegen, falls sie wirklich an der Endleiste ist.
Zu guter letzt ist es auch hilfreich, die erste Layer extrem langsam zu drucken (10-15mm/s), 5-10° heißer und etwas überextrusion. Danach die nächsten 4 Layer schrittweise erhöhen bis zum gewünschten End Tempo.
Ich lasse das jetzt mal hier als Topic im Thema, schließlich gehts ja um ein gedrucktes Modell und gerade bei den Flügelsegmenten ist warping wirklich ein Problem

LG Leo
Nachtrag: Der beste Brim nützt nichts, wenn die First Layer nicht gut ist. Die einzelnen extrusionen müssen wirklich gut aneinander haften damit das funktioniert und darum ist besonders darauf zu achten, dass das Druckbett korrekt nivelliert und eingestellt ist. Oft wird empfohlen mit einer Fühlerlehre oder Papier einen Abstand einzustellen, aber irgendwie hat das bei mir noch nie funktioniert und Sinn machts auch nicht, weil die First Layer ja nicht auf 0 sondern auf Layerheight gedruckt wird. Stellt man also mit Papier ein, ist die First layer z.B. 0,2mm + Papierdicke hoch. Das kann nicht funktionieren. Zum nivellieren ist das gut, dann muss man aber im Slicer (bei Cura gibts dafür ein plugin) ein globales Z-Offset einstellen.
Zuletzt bearbeitet:
Marc25
User
Hallo Leo,
ich bin gerade von deiner Hilfestellung überwältigt! Vielen vielen Dank für die Tipps.
In der Tat mache ich das Levelling mit Papier und die Z-Naht ist an der Endleiste.
Ich versuche heute mal nen Druck mit höher Betttemperatur. Werde dabei dann auch die beiden vorgenannten Punkte ändern. Ich schaue mir auch das Plugin später mal an.
Vielen vielen Dank nochmal!
Gruß
Marc
ich bin gerade von deiner Hilfestellung überwältigt! Vielen vielen Dank für die Tipps.
In der Tat mache ich das Levelling mit Papier und die Z-Naht ist an der Endleiste.
Ich versuche heute mal nen Druck mit höher Betttemperatur. Werde dabei dann auch die beiden vorgenannten Punkte ändern. Ich schaue mir auch das Plugin später mal an.
Vielen vielen Dank nochmal!
Gruß
Marc
crzyguy143
User
Hi Marc, gerne doch.Hallo Leo,
ich bin gerade von deiner Hilfestellung überwältigt! Vielen vielen Dank für die Tipps.
In der Tat mache ich das Levelling mit Papier und die Z-Naht ist an der Endleiste.
Ich versuche heute mal nen Druck mit höher Betttemperatur. Werde dabei dann auch die beiden vorgenannten Punkte ändern. Ich schaue mir auch das Plugin später mal an.
Vielen vielen Dank nochmal!
Gruß
Marc
Bei PLA ist eine höhere Betttemperatur auch immer mit Vorsicht zu genießen. Da kommts jetzt auch auf deinen Drucker an. Ich hab 65° Druckbetttemperatur im Preset bei PLA. Die kommen allerdings nicht am Druckbett an. Ich habs nicht nachgemessen aber bei 65° sollte PLA eigentlich weich werden
Über 60° würde ich dann nur "wagen" wenn die Messung ungenau ist. Der Spielraum mit der Druckbetttemperatur ist allerdings sehr begrenzt. Das warping in dem Ausmaß wie du es hast wirst du warscheinlich nicht mit der Druckbetttemperatur alleine in den Griff kriegen. Ich würde dir empfehlen 60° Druckbetttemperatur, ersten Layer maximal 15mm/s, 110% extrusion (nur für die erste Layer), 7-10 brim Linien und 210-215°für die First Layer. Dazu den Nozzleabstand richtig einstellen. Entweder papiermethode und globales z-offset einstellen (wenn ich mit Papier nivelliere komme ich da meist zwischen -0,05 und -0,1 raus). beim z offset vorsichtig sein, besonders bei harten Druckbetten, Crash fahren ist scheiße und je nach Hotend bricht dir der Heatbreak auch mal ab. Rantasten halt.Ich hab mich jetzt hier stellenweise mehr oder weniger wiederholt, aber mit den Werten wollte ich dich jetzt nicht im dunkeln tappen lassen.
Meld dich gerne wenn du noch Fragen hast. Allerdings nicht Cura spezifisch, davon hab ich nicht so viel Ahnung
Wenn du interessiert bist deinen Drucker upzugraden, ich hab einen Ender3 mit allen wesentlichen Upgrades installiert die ein richtig gutes Ergebnis erzeugen und das auch noch richtig schnell. Kann dir gerne sagen was alles dazu gehört. LG Leo
keep-res-simple
User
Hallo!
Vor ein paar Wochen bekam ich ein Angebot, dass ich unmöglich ablehnen konnte.
Letzten Donnerstag stand schließlich ein Paket vor meiner Tür und der Inhalt:

Die Teile sehen wirklich extrem gut aus und Lasse hat wirklich alles irgendwie notwendige eingepackt. Die Rundstäbe die den Plan niederhalten sind übrigens Ballaststäbe aus Woframstahl.
Voriges Wochenende folgte schließlich eine Videokonferenz in der mir, ich habe ja noch nie einen gedruckten Flügel zusammengebaut, Lasse die sinnvolle Reihenfolge bzw. die nötigen Bauschritte erklärt hat.
An die Vorgaben werde ich mich natürlich halten, denn wenn man die von Lasse gedruckten Teile sieht ist ganz klar, dass hier jemand sehr genau weiß was er tut. Die einzelnen Bauschritte werde ich dokumentieren und falls ich etwas wichtiges vergesse oder etwas nicht ganz so sinnvoll mache, wird Lasse ergänzen oder korrigieren.
LG Franz
Vor ein paar Wochen bekam ich ein Angebot, dass ich unmöglich ablehnen konnte.
Letzten Donnerstag stand schließlich ein Paket vor meiner Tür und der Inhalt
:Die Teile sehen wirklich extrem gut aus und Lasse hat wirklich alles irgendwie notwendige eingepackt. Die Rundstäbe die den Plan niederhalten sind übrigens Ballaststäbe aus Woframstahl.
Voriges Wochenende folgte schließlich eine Videokonferenz in der mir, ich habe ja noch nie einen gedruckten Flügel zusammengebaut, Lasse die sinnvolle Reihenfolge bzw. die nötigen Bauschritte erklärt hat.
An die Vorgaben werde ich mich natürlich halten, denn wenn man die von Lasse gedruckten Teile sieht ist ganz klar, dass hier jemand sehr genau weiß was er tut. Die einzelnen Bauschritte werde ich dokumentieren und falls ich etwas wichtiges vergesse oder etwas nicht ganz so sinnvoll mache, wird Lasse ergänzen oder korrigieren.
LG Franz
Akkusuche:

Mignon AA Zellen passen leider knapp nicht rein. Hätte ich mal in die Daten geschaut... 2 links, 2 rechts wäre so schlecht nicht: Passt vom Ansatz zum Modelltyp, geteilt ist das auch ausgewogen.

Die 800er Eneloops passen leider auch nicht. Vielleicht für 4 Servos auch etwas sehr zart. Mir widerstrebt es etwas, 2 Lipos und 'nen Spannungsregler zu verwenden, und dessen leichtes Gewicht noch mit einem Haufen Blei zu auszustatten.

Das Zusammenkleben geht echt gut mit den Helling Teilen. Klappt durch die U-förmige Formgebung gut mit dem Klappenverkleben. Das mit dem PLA als Scharnier ist allerdings Käse, die erste Klappe ist schon ab. Naja, da konnte ich schon mal das mit dem Vlies ausprobieren, trocken probesitzen klappt. Ich habe nur einen Satz Hellingteile gemacht, das funktioniert auch für die andere Seite. Außerdem können die Teile ja eh' nicht weit weg, da ist ja noch ein klein Wenig Kohle drin. Den Streifen an der Klappenkante schiebt man am Besten später ein, beim Außenteil hatte ich so angefangen, dass ich die Kohlestreifen da eingeklebt habe, und nach und nach die Teile aufgefädelt habe. Geht auch gut, denn das Klappenteil ist parallel. In der Mitte dann auch so begonnen, das einzukleben, um dann festzustellen, dass das ja in einem anderen Winkel läuft. Naja, jetzt ragt das nur so 20mm in R00.

Ja, ich bin Team Pultrudiert. Ich habe noch ein 165cm 8er Rohr rumliegen, das wird schon tun... Erstmal anrauen und bohren, und rann rein damit...
Jetzt ist der Flügel soweit verklebt. Das mit den Flachprofilen ist leider geil. Das Ding wird möder steif damit, und die wiegen fast nix im Vergleich zu einem vergleichbar steifem Rohr.
Eine wahre Freude ist auch, dass die Servos einfach ohne irgendeine Nacharbeit eingeschraubt werden können.
Erstmal verkabeln. Eben noch den Ballast bestellt, gleich wieder storniert - Lieferung Ende Juni, Versand aus Shanghai. Ob der Termin zu halten ist, wage ich zu bezweifeln... Vielleicht tut ja auch Blei. Oder Pinoccio muss her.
Patrick
Mignon AA Zellen passen leider knapp nicht rein. Hätte ich mal in die Daten geschaut... 2 links, 2 rechts wäre so schlecht nicht: Passt vom Ansatz zum Modelltyp, geteilt ist das auch ausgewogen.
Die 800er Eneloops passen leider auch nicht. Vielleicht für 4 Servos auch etwas sehr zart. Mir widerstrebt es etwas, 2 Lipos und 'nen Spannungsregler zu verwenden, und dessen leichtes Gewicht noch mit einem Haufen Blei zu auszustatten.
Das Zusammenkleben geht echt gut mit den Helling Teilen. Klappt durch die U-förmige Formgebung gut mit dem Klappenverkleben. Das mit dem PLA als Scharnier ist allerdings Käse, die erste Klappe ist schon ab. Naja, da konnte ich schon mal das mit dem Vlies ausprobieren, trocken probesitzen klappt. Ich habe nur einen Satz Hellingteile gemacht, das funktioniert auch für die andere Seite. Außerdem können die Teile ja eh' nicht weit weg, da ist ja noch ein klein Wenig Kohle drin. Den Streifen an der Klappenkante schiebt man am Besten später ein, beim Außenteil hatte ich so angefangen, dass ich die Kohlestreifen da eingeklebt habe, und nach und nach die Teile aufgefädelt habe. Geht auch gut, denn das Klappenteil ist parallel. In der Mitte dann auch so begonnen, das einzukleben, um dann festzustellen, dass das ja in einem anderen Winkel läuft. Naja, jetzt ragt das nur so 20mm in R00.
Ja, ich bin Team Pultrudiert. Ich habe noch ein 165cm 8er Rohr rumliegen, das wird schon tun... Erstmal anrauen und bohren, und rann rein damit...
Jetzt ist der Flügel soweit verklebt. Das mit den Flachprofilen ist leider geil. Das Ding wird möder steif damit, und die wiegen fast nix im Vergleich zu einem vergleichbar steifem Rohr.
Eine wahre Freude ist auch, dass die Servos einfach ohne irgendeine Nacharbeit eingeschraubt werden können.
Erstmal verkabeln. Eben noch den Ballast bestellt, gleich wieder storniert - Lieferung Ende Juni, Versand aus Shanghai. Ob der Termin zu halten ist, wage ich zu bezweifeln... Vielleicht tut ja auch Blei. Oder Pinoccio muss her.
Patrick
Ich bin etwas unglücklich über das CAD System. Wobei wenn ich ein Projekt dieser Art machen würde, wäre das CATIA, das mache ich seit 20 Jahren, warum sollte ich was Neues lernen... In Fusion wäre der Gedanke mit dem "Open" besser umzusetzen - wo ich mal vermute, dass Lasse Dich zum Testen der V5 auserkoren hat, Franz. So werde ich wenn das alles fertig ist, meine Daten als STEP zurückspielen. Wird halt schwierig, das nachzuziehen, wenn man ein Detail aus Variante x mit der anderen aus Variante y kombiniert, dabei aber das Detail aus Variante z rausnimmt...
Egal. Ich hoffe, ich kriege irgendwie den SP hin, und freue mich auf den Erstflug.
Patrick
Egal. Ich hoffe, ich kriege irgendwie den SP hin, und freue mich auf den Erstflug.
Patrick
Hey,
der Schwerpunkt liegt bei 109.5mm, da sollte im Plan auch eine kleine Bohrung zu sehen sein - Die ist dafür gedacht den Flieger zum auswiegen aufzuhängen, das finde ich deutlich komfortabler als das Balancieren auf irgendwelchen Spitzen.
Zu den Ruderausschlägen...
Ich habe mir zwei Trimmphasen eingestellt, Speed und Thermik. Die beiden Phasen sind fast gleich, lediglich die Trimmung ist in der Speedstellung ein paar Klicks nach unten, und der Höhenruderausschlag ist etwas stärker begrenzt. Für den ersten Start würde ich aber die Thermikeinstellung benutzen und mich von da an weitertasten.
Thermikphase
Querruder:
Elevons: +/- alles was geht (aber symmetrisch nach oben und unten)
Wölbklappen: Im Strak
Höhenruder:
Elevons: +/- 6mm (gemessen gegen Wölbklappe im Strak)
Wölbklappe: Snapflap 6mm (Gegenläufig zu den Elevons, nur nach unten ausschlagend. Optimalerweise so, dass die 6mm schon bei ca. halbem HR Ausschlag erreicht werden und sich dann nicht mehr ändern.)
Für den ersten Start etwas nach oben trimmen - Ca. einen Millimeter oder so...
Später sollten die Ruder annähernd im Strak stehen.
Speedphase:
Wie Thermikphase, aber den HR-Input auf ca. zwei Drittel dessen begrenzen, was in der Thermikphase eingestellt ist.
Bremsen:
Allgemein wie in der Thermikphase. Ich habe die Bremsklappen auf dem Gashebel, die Wirkung ist so linear das man auch Zwischenstellungen recht komfortabel fliegen kann.
Wölbklappen: Alles was nach unten geht (ca. 70-80°)
Elevons: linear zugemischt ca. 1mm auf Tiefe
Ich zeichne das auch nochmal etwas schöner auf / trage es in den Bauplan mit ein, muss aber jetzt los - @Faronas ich hoffe das reicht dir erstmal zum weitermachen!
der Schwerpunkt liegt bei 109.5mm, da sollte im Plan auch eine kleine Bohrung zu sehen sein - Die ist dafür gedacht den Flieger zum auswiegen aufzuhängen, das finde ich deutlich komfortabler als das Balancieren auf irgendwelchen Spitzen.
Zu den Ruderausschlägen...
Ich habe mir zwei Trimmphasen eingestellt, Speed und Thermik. Die beiden Phasen sind fast gleich, lediglich die Trimmung ist in der Speedstellung ein paar Klicks nach unten, und der Höhenruderausschlag ist etwas stärker begrenzt. Für den ersten Start würde ich aber die Thermikeinstellung benutzen und mich von da an weitertasten.
Thermikphase
Querruder:
Elevons: +/- alles was geht (aber symmetrisch nach oben und unten)
Wölbklappen: Im Strak
Höhenruder:
Elevons: +/- 6mm (gemessen gegen Wölbklappe im Strak)
Wölbklappe: Snapflap 6mm (Gegenläufig zu den Elevons, nur nach unten ausschlagend. Optimalerweise so, dass die 6mm schon bei ca. halbem HR Ausschlag erreicht werden und sich dann nicht mehr ändern.)
Für den ersten Start etwas nach oben trimmen - Ca. einen Millimeter oder so...
Später sollten die Ruder annähernd im Strak stehen.
Speedphase:
Wie Thermikphase, aber den HR-Input auf ca. zwei Drittel dessen begrenzen, was in der Thermikphase eingestellt ist.
Bremsen:
Allgemein wie in der Thermikphase. Ich habe die Bremsklappen auf dem Gashebel, die Wirkung ist so linear das man auch Zwischenstellungen recht komfortabel fliegen kann.
Wölbklappen: Alles was nach unten geht (ca. 70-80°)
Elevons: linear zugemischt ca. 1mm auf Tiefe
Ich zeichne das auch nochmal etwas schöner auf / trage es in den Bauplan mit ein, muss aber jetzt los - @Faronas ich hoffe das reicht dir erstmal zum weitermachen!
heikop
User
Die 800er Eneloops passen leider auch nicht. Vielleicht für 4 Servos auch etwas sehr zart. Mir widerstrebt es etwas, 2 Lipos und 'nen Spannungsregler zu verwenden, und dessen leichtes Gewicht noch mit einem Haufen Blei zu auszustatten.
Meine Wahl wären LiFe Akkus und HV-Servos, da meine FrSky Empfänger alle mit 10V klar kommen verzichte ich in reinen Seglern
generell auf BECs.
Ähnliche Themen
- Antworten
- 31
- Aufrufe
- 14K
- Antworten
- 0
- Aufrufe
- 69K