Hey Patrick,
freut mich das es bei dir so gut vorwärts geht!
Ein bisschen Feedback von meiner Seite aus, ich fange mal beim Beitrag vom 23.04. an und arbeite mich dann nach unten durch...:
Das Ganze ist gerade auf dem Drucker und ich bin eigentlich ganz angetan. Ich drucke von außen nach innen. R05 und R04 sind soweit fertig und sehr gut. Die Oberfläche ist quasi perfekt, und die Gewichte sind so 10% unter dem, was Lasse in seiner Liste angegeben hat. Ich habe aber meinen vertrauten Prusa Slicer genommen. Da der keine Kommazahlen beim Infill kann, habe ich 3, 6 und 12% statt 3.5, 7 und 14% genommen. Vielleicht liegt`s allein daran schon.
Das Infill etwas zu variieren ist relativ unkritisch und einer der großen Vorteile bei dieser Methode um Flugzeuge zu drucken - Man kann sein Wunschgewicht beim Slicen selber relativ gut justieren. Als Standardeinstellung empfehle ich bei V3 und V5 mit einer Wanddicke von 0.38mm zu drucken, aber man kann auch mit einer 0.4er Nozzle noch ne ganze Ecke dünner drucken - Bei mir gehen auch problemlos 0.34mm, das spart in der Fläche ordentlich Gewicht! Und mit dem Infill würde ich auch nicht unter 3% gehen, sonst ist es nicht mehr gleichmäßig genug um "zufällig verteilt" alle kritischen Bereiche genug zu verstärken.
Jetzt bin ich bei R03. Entgegen der Einstellungen von Lasse habe ich nur die Modifier für Nase und D-Box/Klappe verwendet (R03.1 und R03.2), da ich denke, dass die Servoverstärkungen nicht benötigt werden.
... Ich bin da anderer Meinung, sonst hätte ich die Verstärkungen ja nicht eingebracht
")
Spaß beiseite, das Servo wird ja nur über die beiden Schrauben mit dem Flügel verbunden, und wie gut die wiederum in einer 0.4mm dicken Plastikwand halten... Die Verstärkungen um die Servos bringen nicht allzu viel Gewicht, aber die beiden Verschraubungspunkte werden nach vorne in die Nasenleiste und nach hinten in den Hauptholm abgestützt, außerdem geben die zusätzlichen Wandlayer der Schraube mehr Material fürs Gewinde, was somit nicht mehr so leicht überdreht oder ausreißt. Um die Komplexität zu verringern sind diese Verstärkungen bei der V5 mit der Verstärkung für die Nasenleiste verbunden.
@Patrick: Fliegen wirds aber natürlich auch so
")
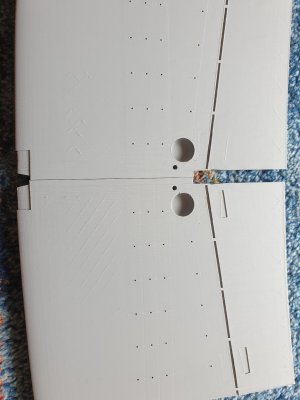
- Dann ist noch ein Denkfehler in den Servoausschnitten und Anlenkungskanälen, was aber eine generelle Geschichte ist: Ich hatte mich bei dem Servo bemüht, die Überhänge zu entschärfen, indem ich diese angeschrägt habe.
Anhang anzeigen 12190271
Den Versuch die Servoausschnitte ohne Stützstruktur drucken zu können finde ich super, das hab ich mal auf die allgemeine Liste mit Verbesserungsvorschlägen übernommen
Ein bisschen schwierig ist aber evtl. die Platzierung deiner Servoausschnitte, hinten liegt jetzt der Hauptholm offen. Das ist an sich kein wesentliches Problem, aber da der Holm mit ordentlich viel dünnflüssigem Sekundenkleber verklebt wird, musst du evtl. aufpassen das dir der Kleber da nicht den Servoschacht vollsifft... Auch für den Schwerpunkt ist es besser wenn die Servos so weit vorne wie möglich liegen - und ein bisschen Luft ist ja noch...
Die Teile sind in jedem Fall bocksteif, vielleicht kann man da noch etwas Infill rausnehmen. Was auf meiner Liste steht, sind ein paar Änderungen an der Teilstelle (Magnetbefestigung) und am zentralen Teil (Wurfmulden, Vorbereitungen für spätere Segler/Elektronase).
Wie gesagt, lieber mit der Wanddicke etwas runtergehen und dafür das Infill bei mindestens 3% lassen, dann wird es insgesamt gleichmäßiger...
Wurfmulden habe ich bei der V5 auch schon mit umgesetzt
Yea, ungefähr 200 Druckstunden später sind alle Flügelteile da. Nur mal schnell zusammengesteckt. Argh... Erst denken, dann drucken.
@Lasse C : Die Breiten der 100 Streifen müssen für meinen Drucker in den Daten 0.8mm sein, nur dann passt das ohne Probleme. Habe ich erst gemacht, nachdem ich bei R01 rechts Schwierigkeiten hatte. R01 links und beide R00 Teile haben das und ich keine Sorgen mehr. Die kamen dann beim Versuch, scon mal die Außenteile zu montieren. R05 und R04 gehen streng, R03 strenger, bei R02 war der Ofen aus. Naja, sind ja auch nur 17h Teile. Und ich habe 2 davon. Ich Depp...
Dann kann ich gleich mal die sonstigen Macken korrigieren:
Das ist natürlich ärgerlich! Ich habe jetzt mal die ersten paar Zentimeter von R02 als Probeteil bei den STLs mit reingepackt, da sind alle wesentlichen Ausschnitte mit drin, dann kann man die Toleranzen testen!
Es wundert mich aber doch ein bisschen... 3 Zehntel Zugabe erscheint mir schon relativ viel... und bei mir passt es ohne Probleme - Ich hab eine andere Ursache im Verdacht: Mit welcher Wandstärke druckst du denn? Das wir auch beim nächsten Bild nochmal interessant!
Hier bin ich etwas stutzig geworden - Die Verstärkungszonen / Mesh-Modifier dürfen die Außenhaut eigentlich nicht beeinflussen - Daran sollte es also nicht liegen. Allerdings habe ich die Holmgurte sehr dicht unter die Außenhaut gelegt, so dass ziemlich genau eine Wandlinie drum herum passt - Und hier bin ich von 0.38mm Wanddicke ausgegangen... könnte es sein das du mit 0.4mm (oder etwas mehr) Wanddicke druckst?
Das könnte auch die sehr stramme Passung der Holmgurte erklären... Hier hilft es in Cura auch die Einstellungen "Compensate wall overlaps" sowohl für "inner walls" als auch für "outer walls" einzuschalten (falls du das nicht schon gemacht hast).
Bei der Steckungsverstärkung habe ich 2 Perimeter eingestellt. Das führt zu solchen Stellen außen. Da kuckt dann auch der Gurt nach außen durch. Besser "25%" Infill, das reicht. Bei den Torsionsstiften "100% Infill". Steht vermutlich auch in der Doku
Falls das eine Anspielung auf die fehlende Doku sein soll... funktioniert nur so halb, denn du hättest zumindest die Druckeinstellungen der V3 als Grundlage nehmen können, die gibt es schon seit ner Weile
Und da steht auch drin, dass die Verstärkungen um die Steckungen mehr Wandlinien haben sollen und zwar nicht ohne Grund: Wenn bei einem Crash das Mittelteil abrupt gebremst wird, wollen die Außenflügel immer noch weiter. Und da findet dann ein spannendes Kräftemessen zwischen Verbindern und deren Aufnahmen statt... Weil ja beim drucken die Wandlinien sozusagen um die Ausschnitte "gewickelt" werden, können die Verstärkungen das dann ganz gut ab - Bei der V4 habe ich schonmal die Verbinder geknackt, die Flügel und Steckungen sind dabei intakt geblieben. Ob da 25% Infill reichen... ich bin mir nicht sicher... :/
Anhang anzeigen 12194879
Dann beim Vließ: Den Ausschnitt hatte ich schon 1.5° geknickt, der kommt trotzdem noch draußen raus. 2° sind besser.
Anhang anzeigen 12194880
Dann zur Tagesform meines Druckers: Ich bekomme auch gern mal so etwas an der Klappe. Woran das liegt, dass mit den gleichen Einstellungen, gleichem Material und gleichem Filament mal sowas rauskommt? Keine Ahnung. Das Gerät steht im Hauswirtschaftsraum, da geht tagsüber gern mal die Schuppentür auf, vielleicht ist das ein Einfluss vom Kaltluftschwall. Ich tendiere daher mal zu über Nacht Drucken. Ferner basiert mein Profil auf dem 0.15mm Speed Profil. Das habe ich jetzt mal auf Basis des 0.15mm Quality Profil umgeändert, vielleicht fährt der dann langsamer um stark gewölbte Partien Die anderen sehen eigentlich OK aus.
Bzgl. der Schlitze fürs Vlies - Wird auch mit dünneren Wänden besser und sonst wie du ja schon sagtest im CAD nachjustieren...
Wegen der Ungleichmäßigkeit im Druckbild habe ich eine Idee:
Das ist ja von der Höhe her ungefähr der Bereich, in dem der Durchbruch für das Gestänge liegt - Könnte es sein das der Drucker da teilweise am Material hängen bleibt? Druckst du mit Z-Hop? Das könnte helfen...
Anhang anzeigen 12194881
Beim Fügen der Klappen werde ich vermutlich Spalten überbrücken müssen, da beide Materialien trotz Bett Heizung schwinden. Das graue etwas mehr als das gelbe. Habt ihr `ne Idee?
Jo, ich habe sowohl ähnlich Lücken als auch eine Idee

Mit Brim wirds etwas besser als ohne, vor allem bei den Klappen. Ein ganz bisschen Lücke bleibt besonders zwischen R00/R01 und R02/R03 in den meisten Fällen trotzdem - Ich schließe die meistens einfach mit dickem Sekundenkleber und Aktivator...
Es sieht etwas so aus, als würde im D-Box Bereich das Infill recht stark durchkommen - Du könntest in Cura mal die Druckreinfolge prüfen, das passiert meistens, wenn das Infill vor der Außenwand gedruckt wird...
So dachte ich mir das beim Mittelteil: Bei den Lenkdrachen hatten wir gute Erfahrung gemacht, wenn man ein 8er Rohr mit einer Außenhülse verbindet und gleichzeitig in eine Seite ein 6mm Innenrohr einklebt, so dass im Bereich der Verbinung innen und außen eine Führung da ist. Wegen Kerbwirkung innen länger als die Außenhülse. Diese soll dann in die Elektroversion und Pinoccio. Und jetzt wo ich es schreibe fällt mir auf, dass ich das Loch vergessen habe, wo der ESC bzw. das Akkukabel durchgeführt werden soll. Naja, Dremel regelt.
Anhang anzeigen 12194886
Anhang anzeigen 12194887
Hier ist mir nicht ganz klar welches Problem du lösen möchtest...
Es sei denn du willst ein pultrudiertes 8mm Rohr als Heckausleger verwenden, wovon ich dringend abraten würde, da es nicht torsionssteif genug ist!
Bei Verwendung eines 10mm Pullwinded Rohr (V3) oder eines Bruxx Pfeilschafts (V4+V5) kann man ohne Bedenken eine Steckung aus massivem 8mm Alu machen, da bricht das Alu bevor die Rohre aufplatzen! Und wenn man ein pultrudiertes 8mm Rohr als Steckung benutzt gibt es erst recht keine Probleme...
Außerdem muss auch irgendwo da, wo bei dir die Steckungshülse ist, der Flitschenstift hin (Wenn man einen möchte)
Ich sehe hier zugegebenermaßen den Zweck der Änderung nicht so richtig...
Alles in allem - Cool das es voran geht und ich denke das es völlig normal ist, dass bei so vielen Änderungen in einem komplexen Projekt nicht alles auf Anhieb reibungslos läuft... Bin gespannt zu sehen, wie es weitergeht!
Und vielen Dank für den ganzen Input - Einige der Änderungen sind richtig gut, und ich frage mich dann jedes mal warum ich da nicht schon selber drauf gekommen bin ^^
LG
Lasse
Edit: Mist, warum werden denn die Bilder in den Zitaten nicht mit angezeigt... :/ Auf die beziehe ich mich doch...