O.K., um das hier am Laufen zu halten. Der erste imrprovisierte Bausatz ging an einen Freund in den USA, der mir bei der eralisierung der Nautilus sehr geholfen hat. Ohne Ihn wäre das Boot nicht so schön geworden. Er schreibt einen Work In Progress Report und ich werde den hier nach und nach auch posten. Leider nur in Englisch. Ach ja, Ladies und Gentlement.....die Arbeit von David Merriman:
I first became aware of the model work of Andreas Schmehl a few years back while
checking out the articles at one of the few forums dedicated to r/c submarine model
building. His work-in-progress (WIP) -- a format of article writing that is heavy on inprogress
photos with supporting text -- dealt with the construction of a 1/23 scale, U-1.
Germany's first combat submarine. It was the most comprehensive and well laid out
WIP I had ever read.
That multi-part article had everything: CAD design, CNC'd hull masters; 3D printed
detail parts; hard-shell, GRP hull tools; RTV rubber tools for the small stuff; GRP lay-up;
resin casting; WTC design and manufacture; trimming; detailing; and painting.
As Andreas put it: "I mainly use CAD to create a virtual model of the hull and the interior
technical structure. From that I produce the 3D files for manufacturing 3D-printed parts
and for milling preforms for the GRP tooling". What Andreas calls 'preforms' we
American's understand these as masters, or patterns.
Once Andreas had worked out the 'plans' in CAD, he sent the files to a second party
fabricator who used them to cut machinable plastic medium via CNC milling machine,
and to poop out plastic parts via 3D printer. Those parts, back in Andreas' hands,
becoming the masters of off which he would produce the actual model parts.
Masters by robot. Tooling and model parts by the good doctor.
SkyNet, call your office!


His U-1 article showed me, in a very well laid out article, the use of computers and
mechanized subtractive and additive item manufacture as part of the model building
process.


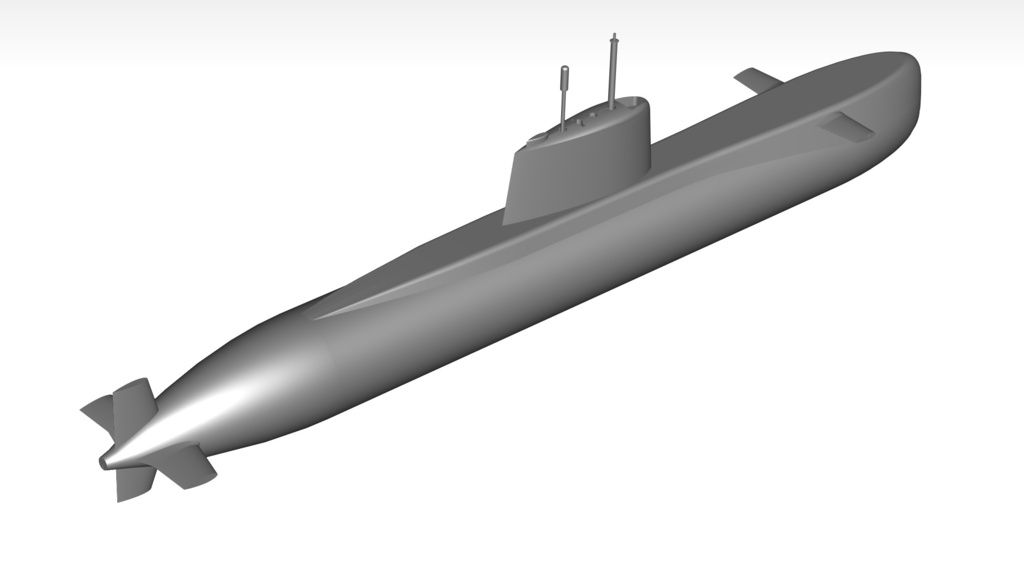
Andreas has done the same thing with his current r/c submarine project: a dry-hull 1/87
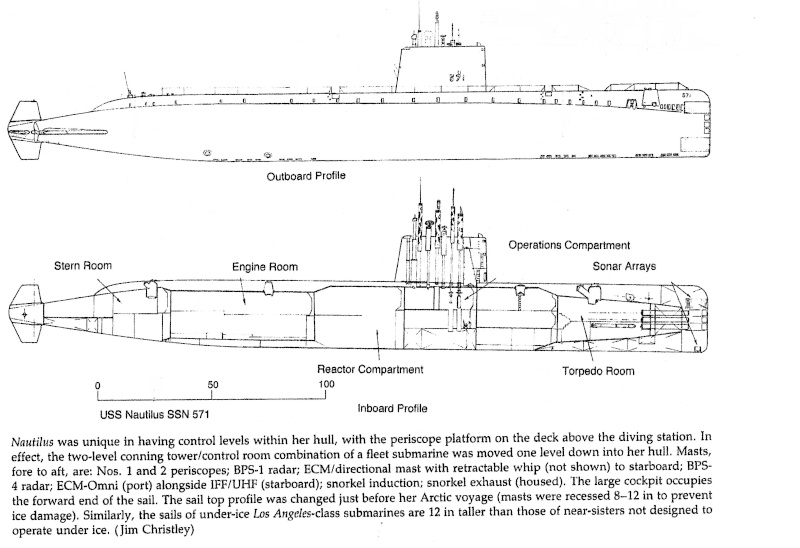
scale model kit of the famous, USS NAUTILUS.
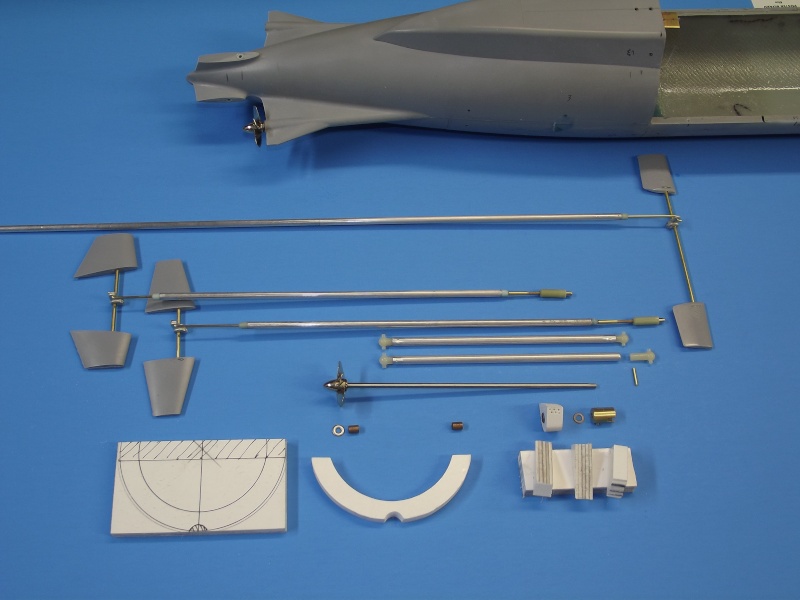
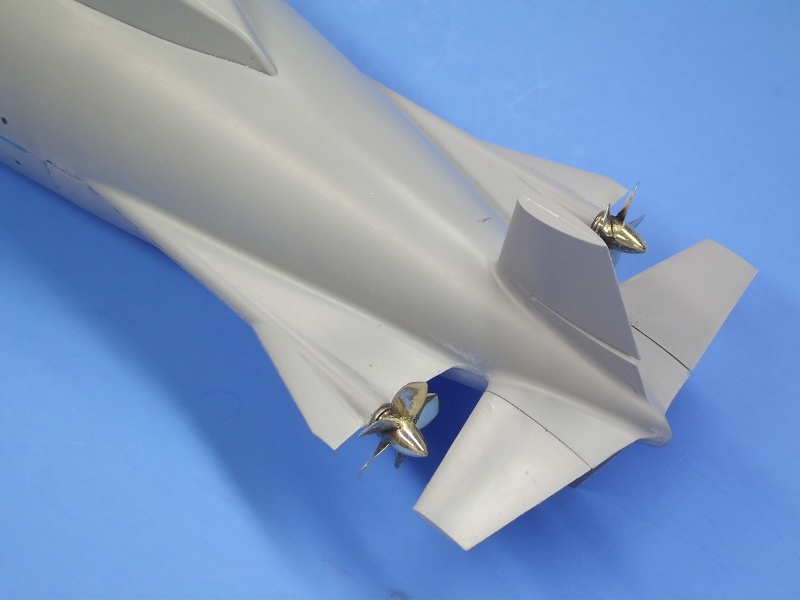
His first USS NAUTILUS, assembled from his kit -- as is the European practice -- was
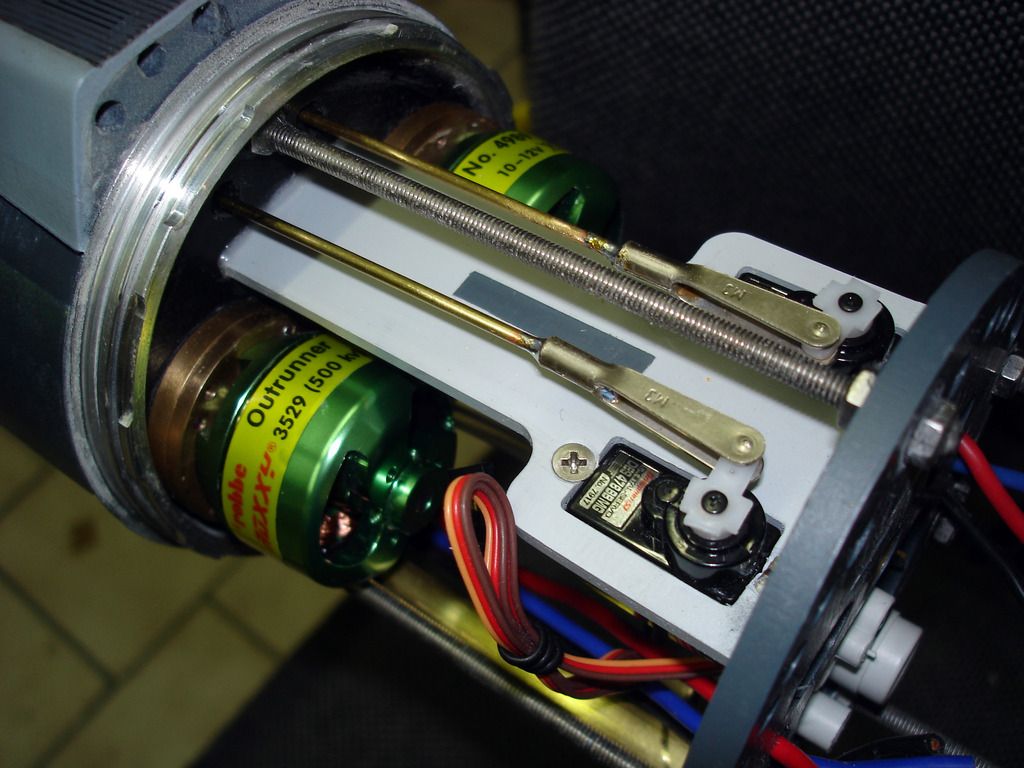
configured as a dry-hull type r/c model submarine. With the exception of the sail and a
portion of the stern (where the stern plane, rudders and propeller shafts make up to
their respective running gear and linkages) the entire hull is dry.

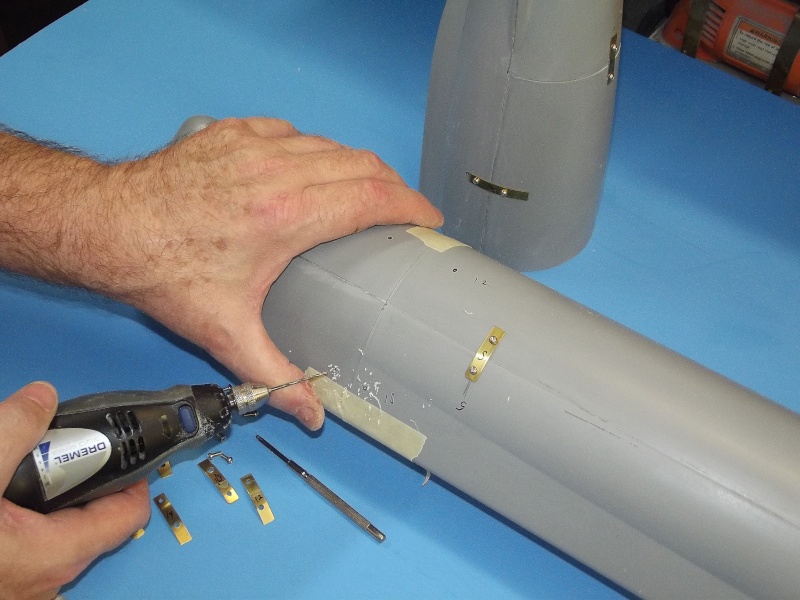
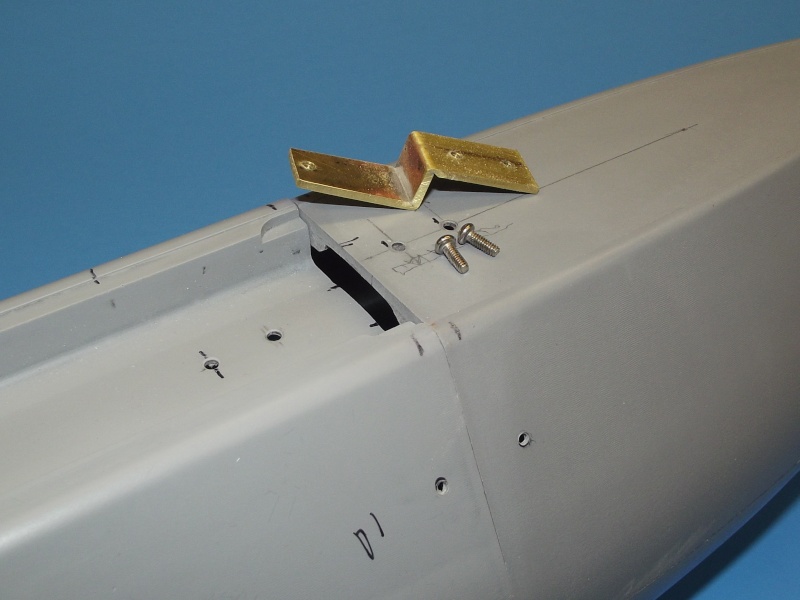
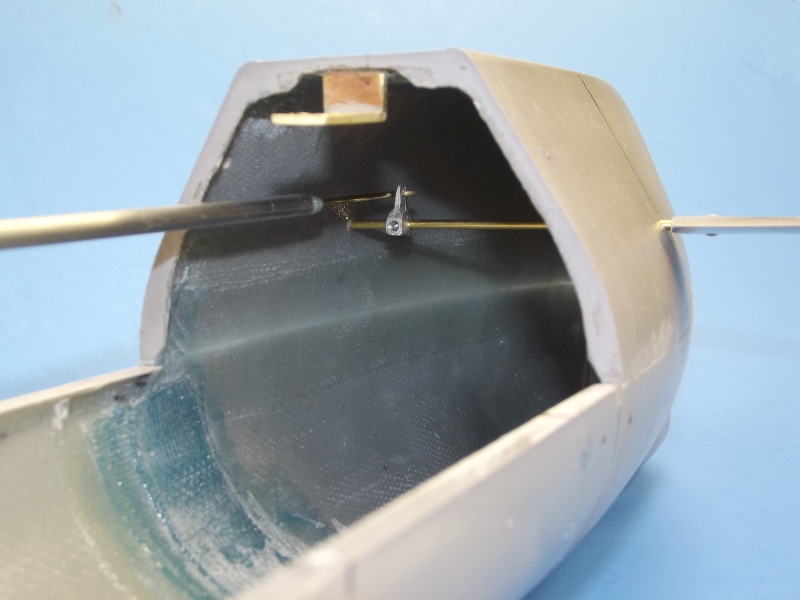
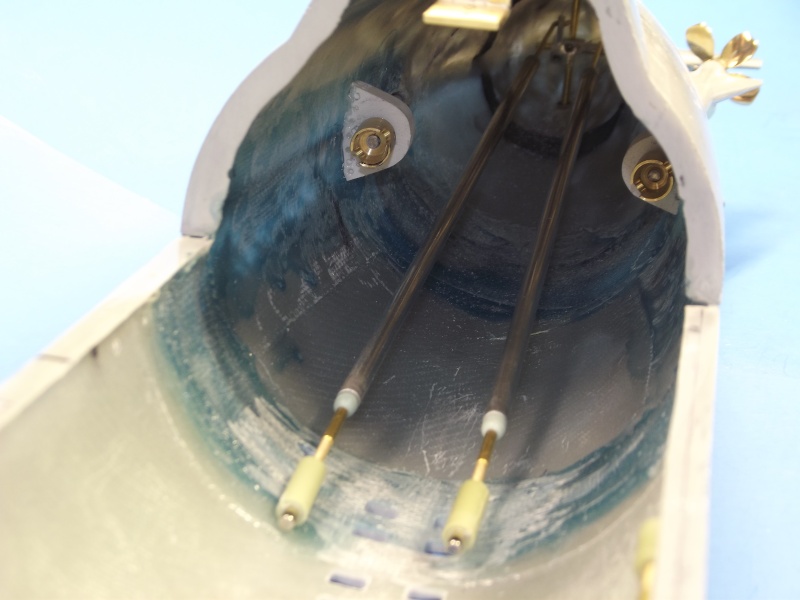
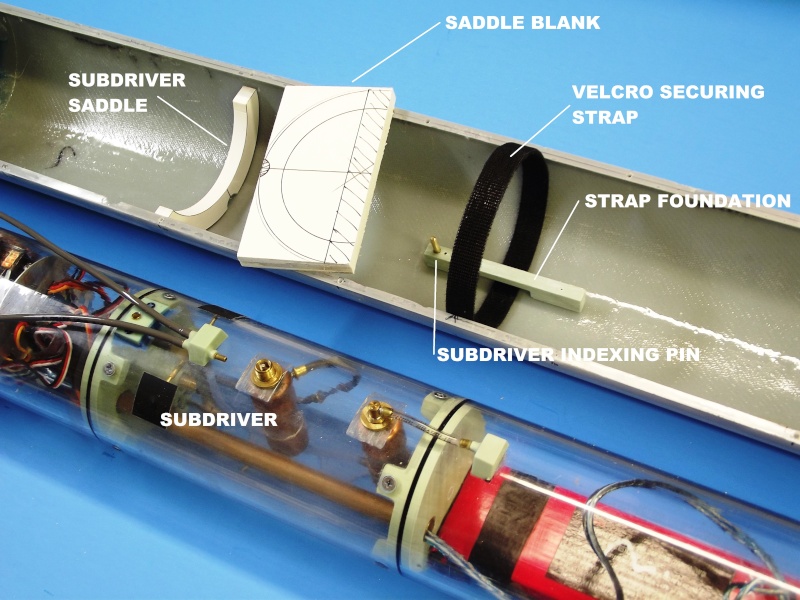
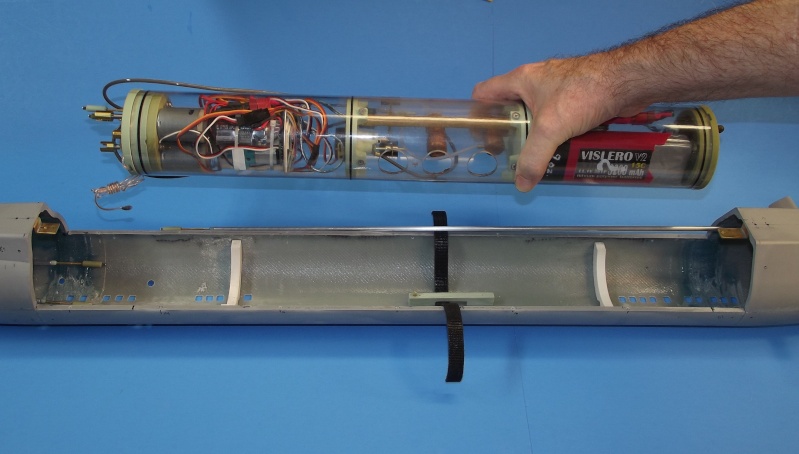
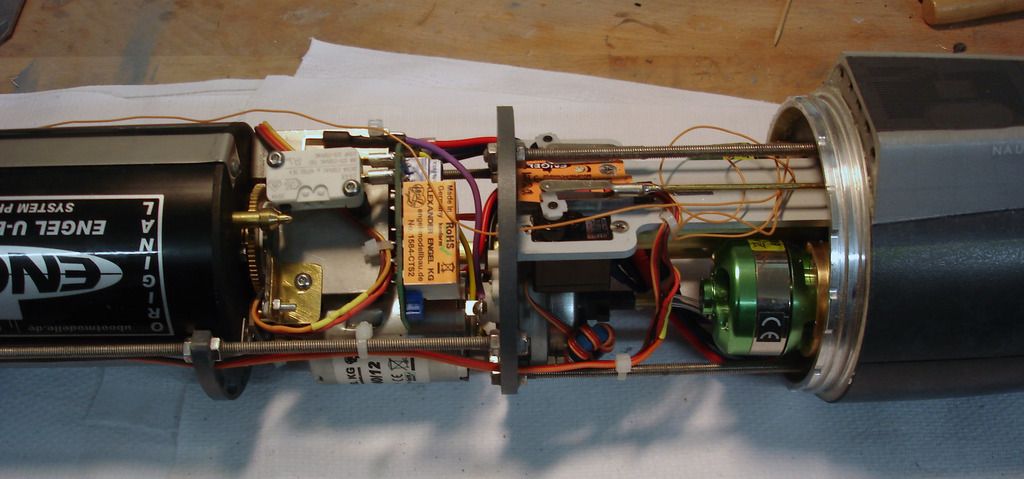
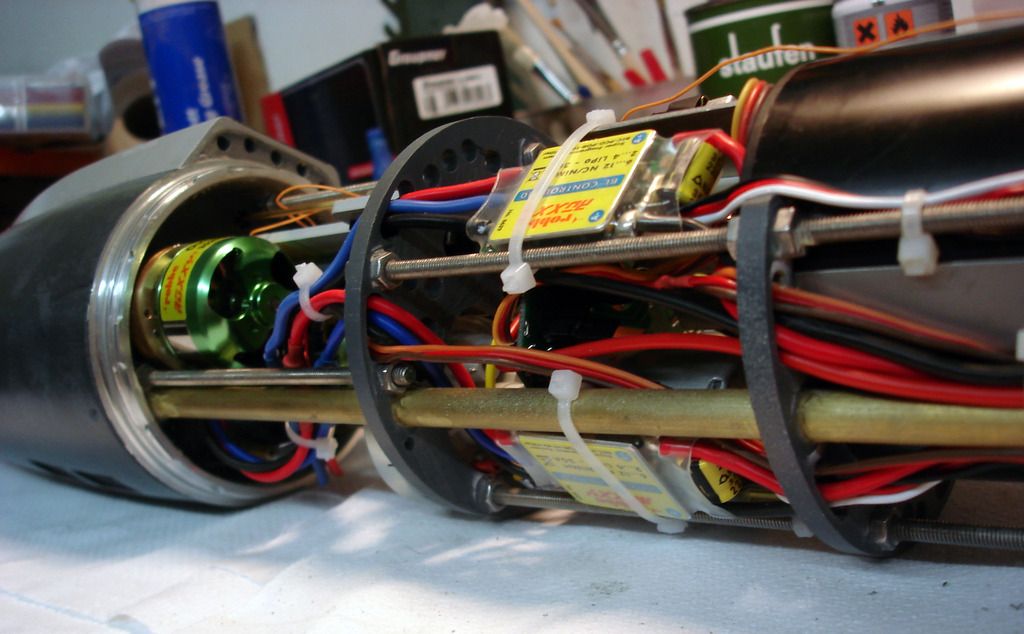
Another European practice -- most suitable for dry-hull types r/c submarines -- is to
access the interior through a set of bayonet rings that seal with an o-ring. Set into the
forward and after sections of the model, the bayonet rings produce a radial break
between the two. To access the interior all that is required is a slight rotation of the hull
halves to free the lugs of the bayonet rings and simply pull the two hull halves apart. A
positive, quick, easy and pressure-proof closure method. Attaching the equipmentdevice
mounting structure to the stern exposes everything when the forward section of
hull is removed.
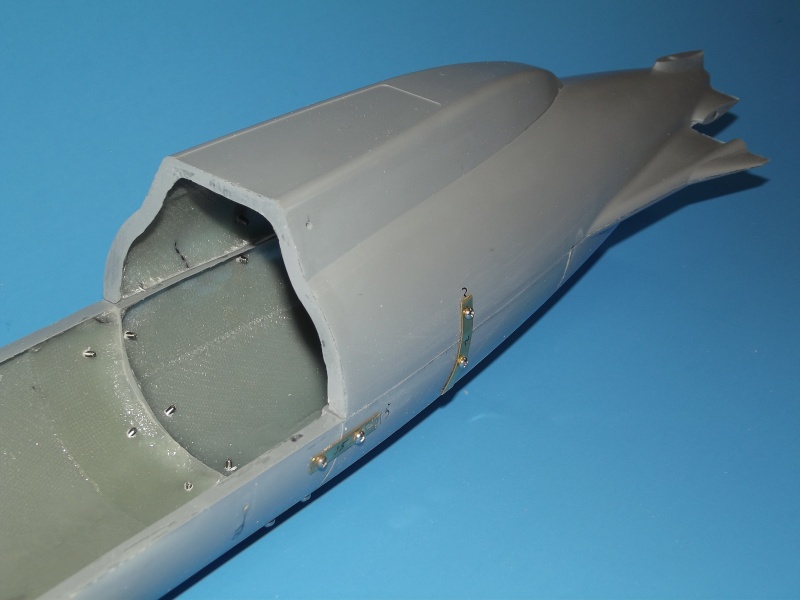
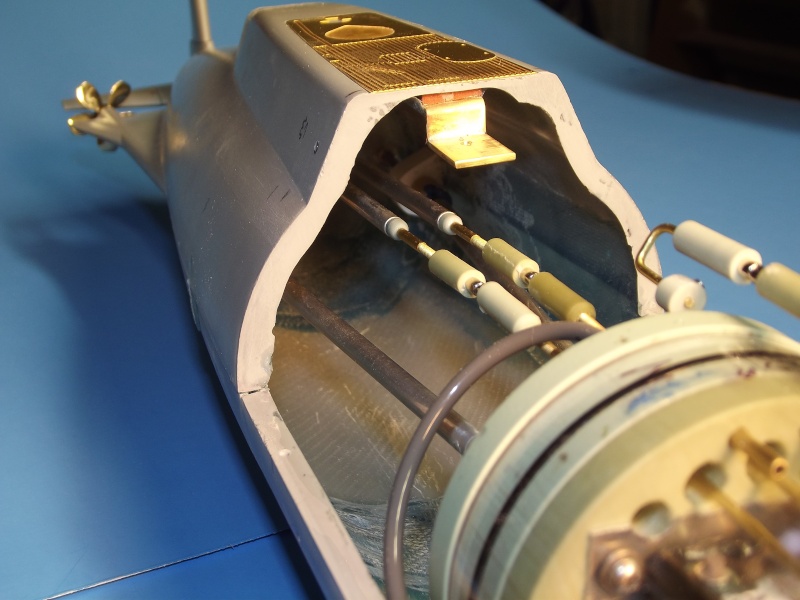
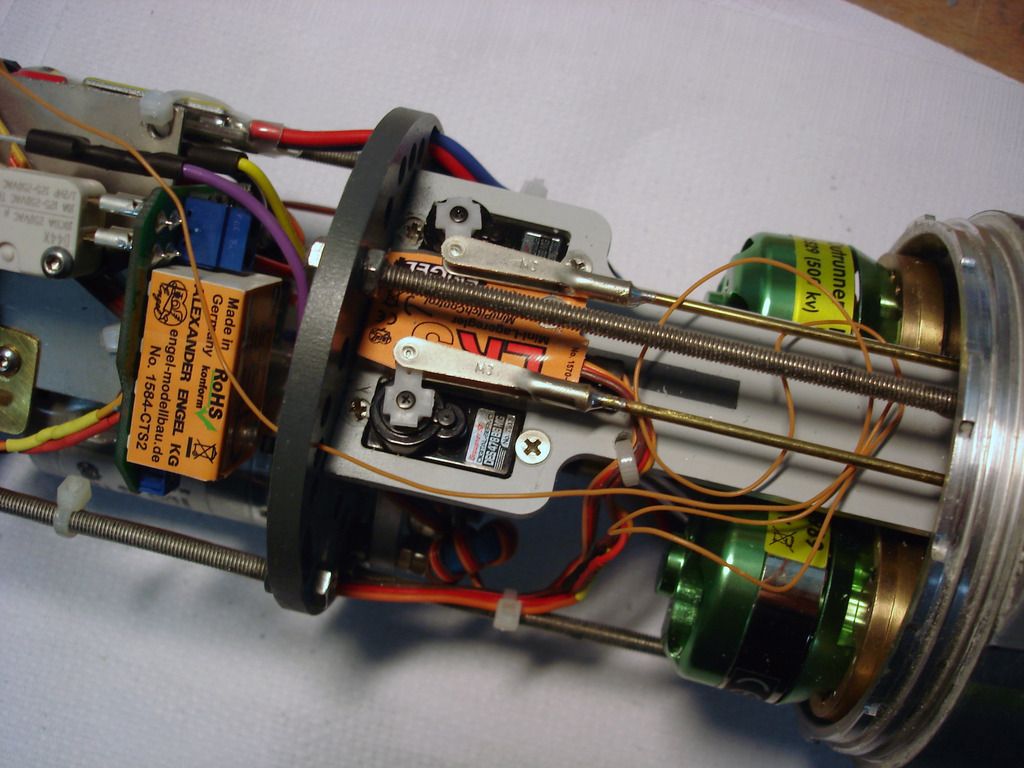
Unlike wet-hull type models -- which require opening the hull through a horizontal
equatorial break, removing the WTC, and only then gaining access to the devices by
removing the end-caps of that WTC -- the dry-hull bayonet rings make for excellent
access to the internals for repair, de-watering, adjustment and maintenance tasks.
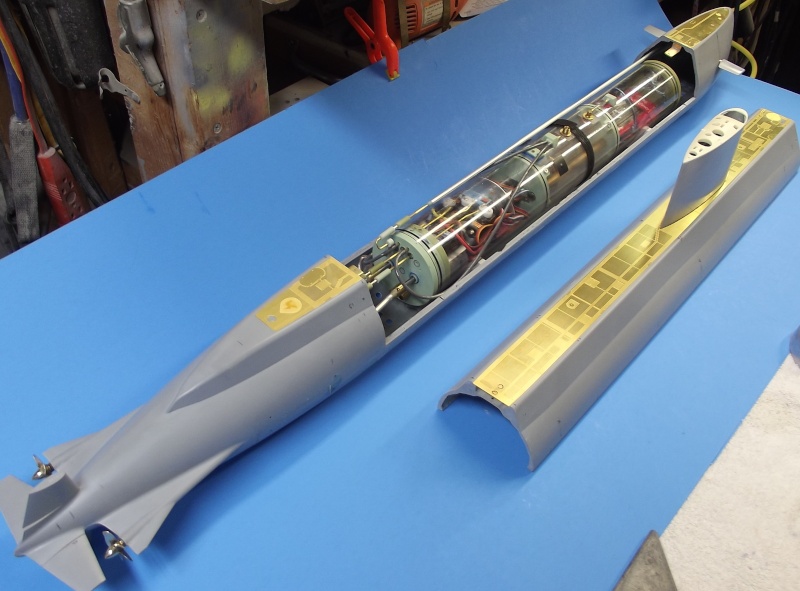
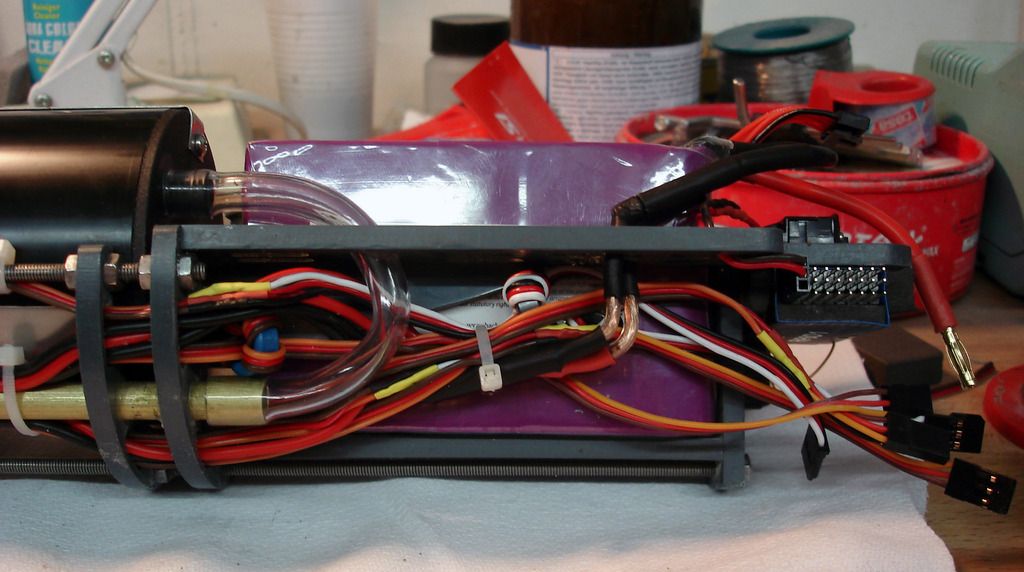
The advantage of the dry-hull is that there is plenty of available volume in which to stick
all the propulsion, control, and ballast sub-systems.
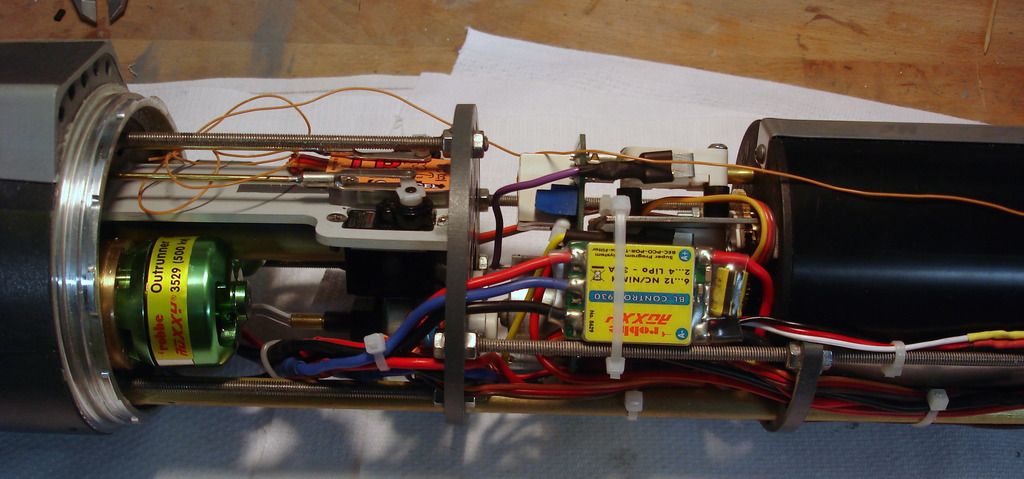
However, as the superstructure and portions of hull above the waterline will displace so
much water when they are immersed, it takes a great deal of water weight --- taken into
an internal ballast tank -- to create the force needed to counter the buoyant force
produced by all that displacing structure. A big ballast tank takes up valuable real-estate
within the tight confines of the hull.
The need for such a large internal ballast tank denotes the major disadvantage of the
dry-hull type submarine.
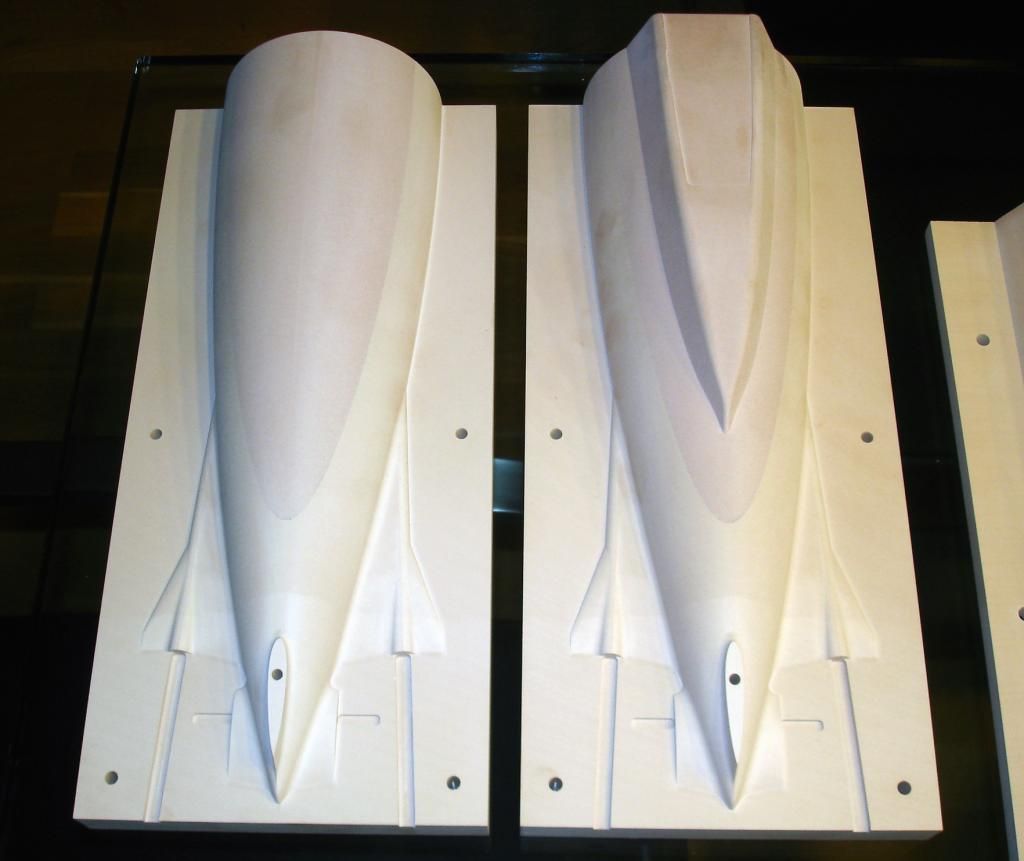
Andreas followed the same manufacturing methodology with his NAUTILUS kit. A
second-party produced the masters from which he would make to tooling needed to
create the model parts. Here we see some of the CNC milling-machine cut masters.
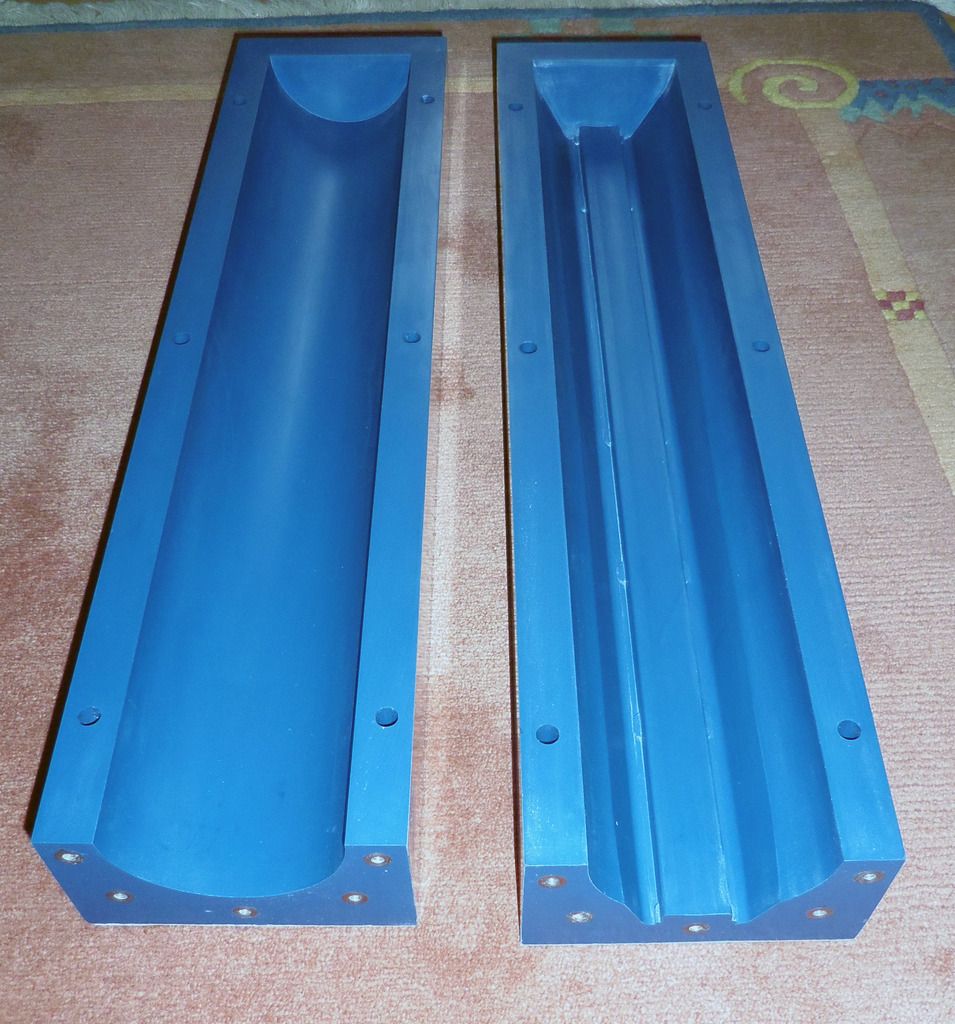
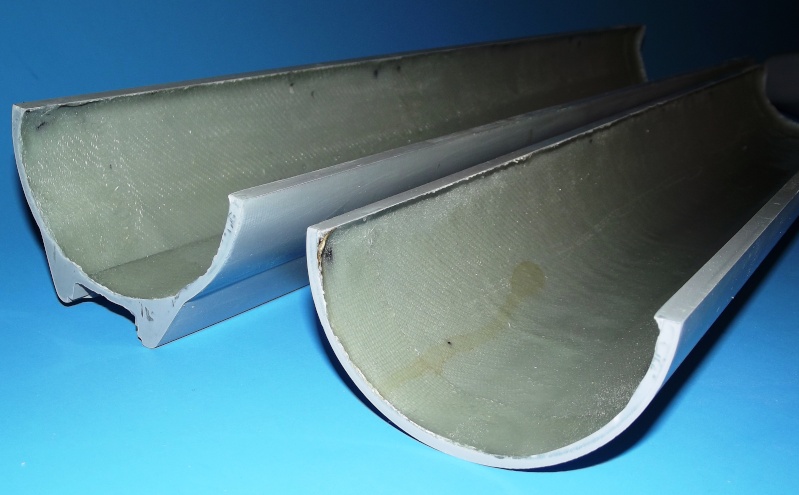
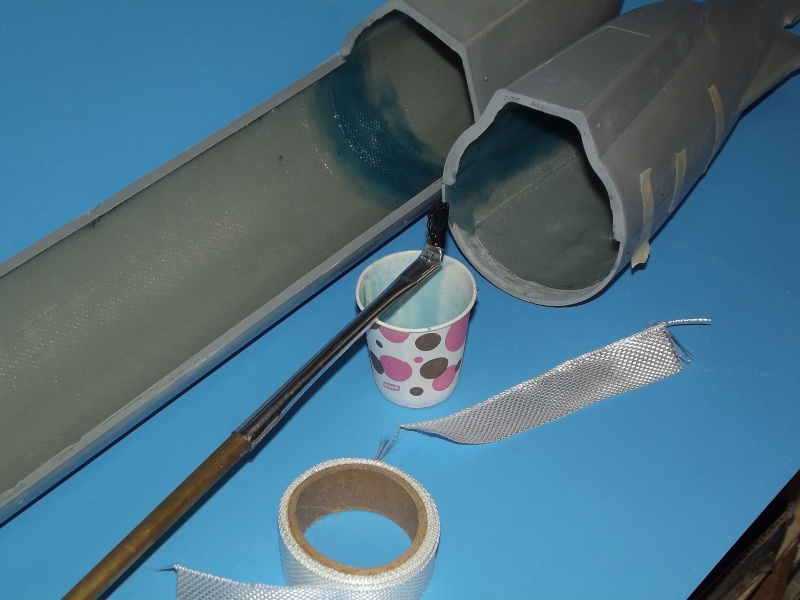
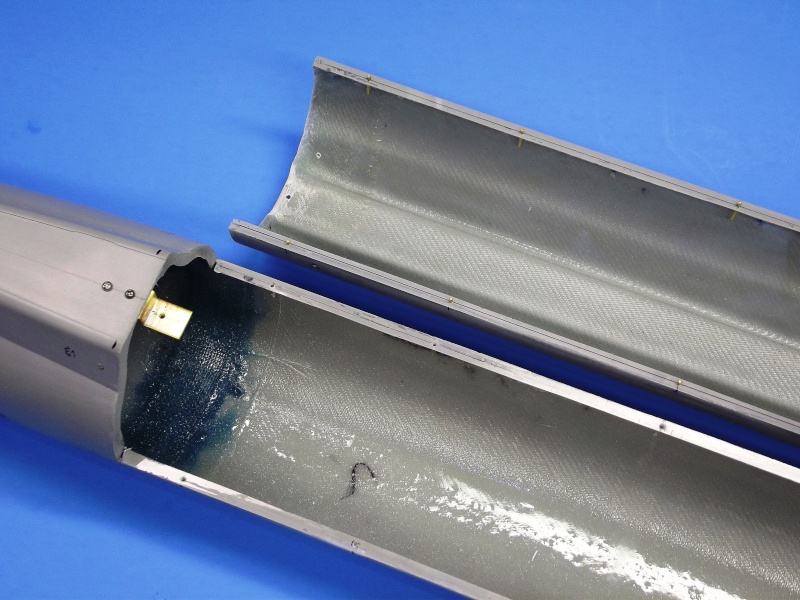
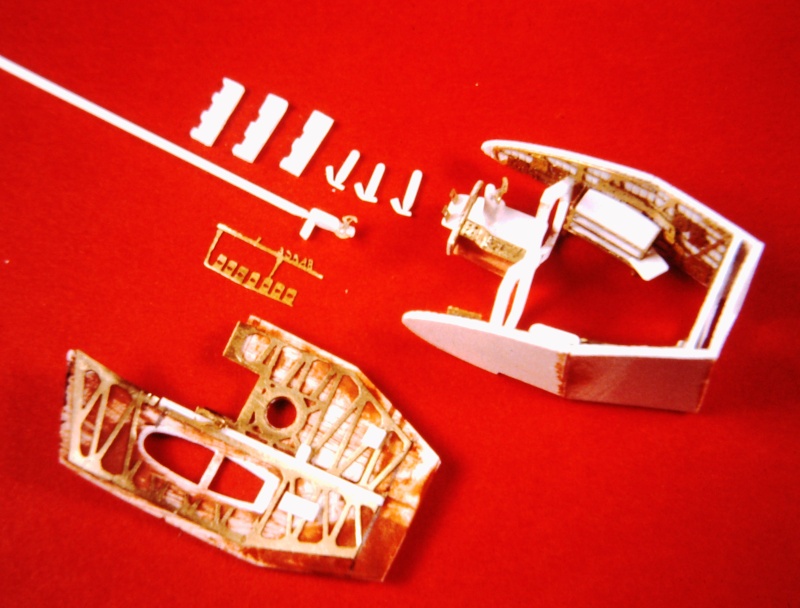
Off those CNC cut masters Andreas laid-up these GRP hard-shell tools. A total of eight
tools required to render all the hull and sail parts. Those GRP parts rendered as very
thin section structures.

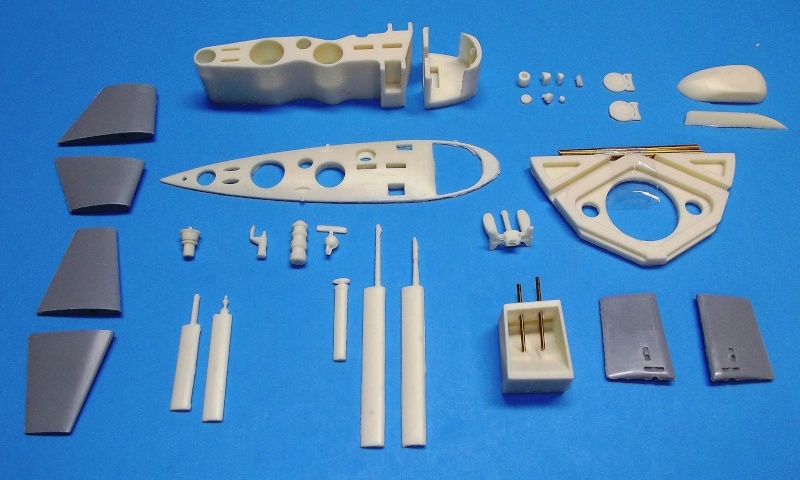
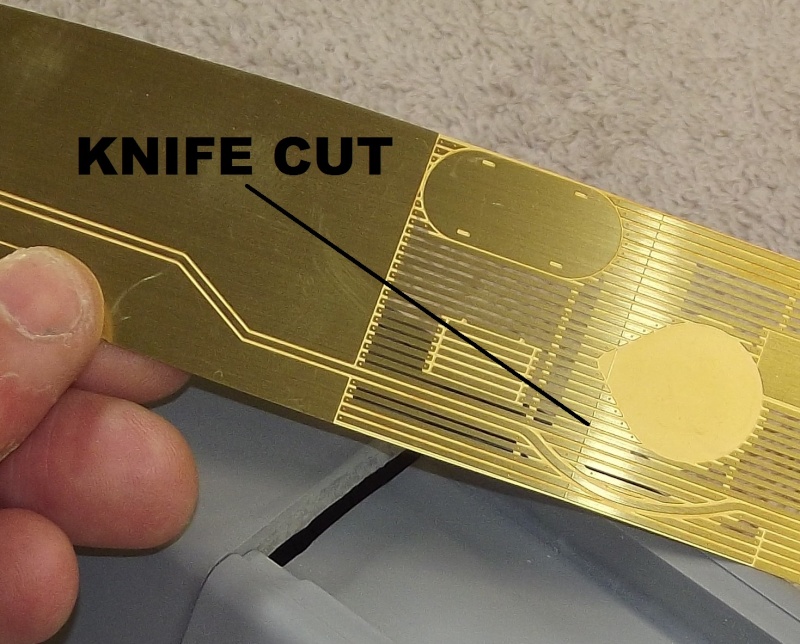
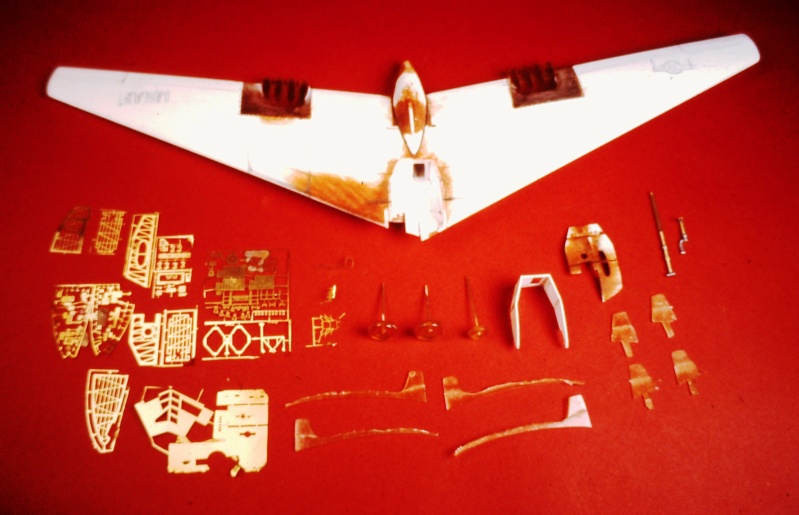
In addition to the resin and GRP parts he produced from this tooling, Andreas also
produced the art work from which he had acid-etched a fret of wonderfully detailed
deck, radar antenna reflector, other detail parts ... and even a painting mask needed to
produce the white '571' on the sides of the sail.
Also provided in the kit is a set of water-slide type decals containing the white draft
markings for the hull and upper rudder.

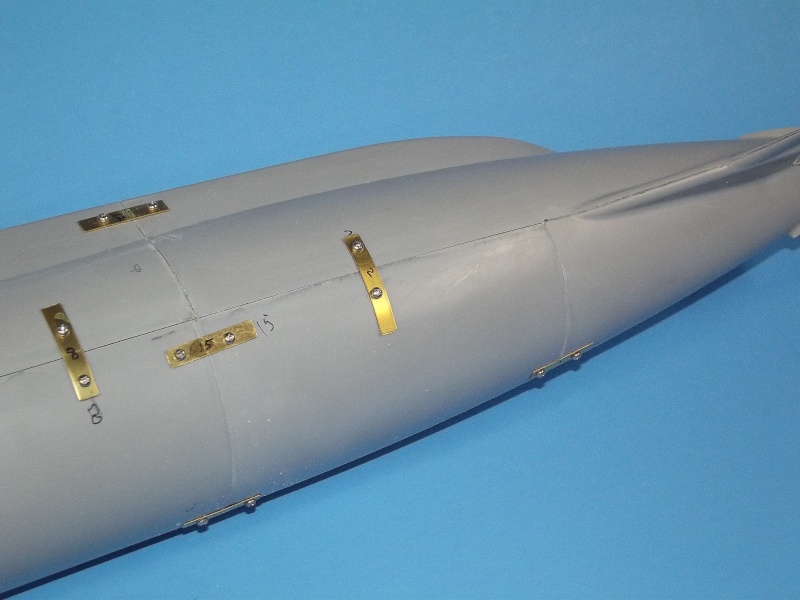
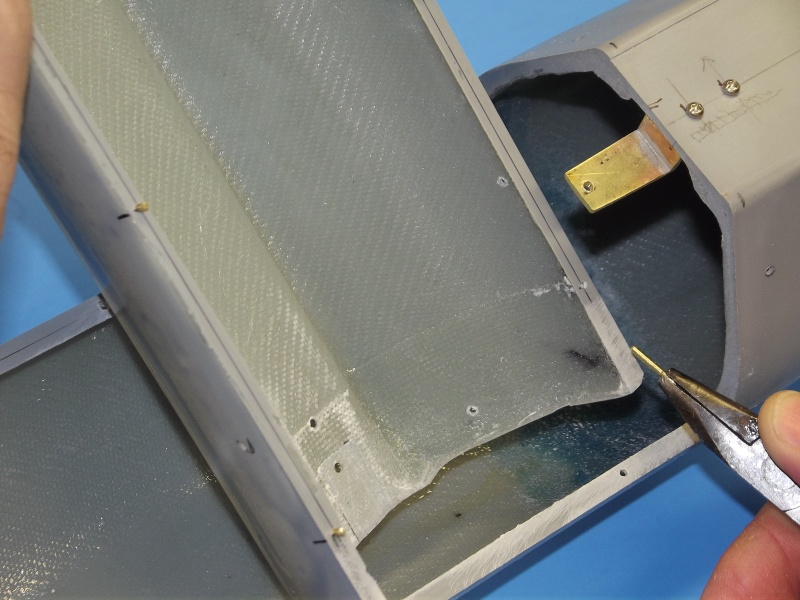
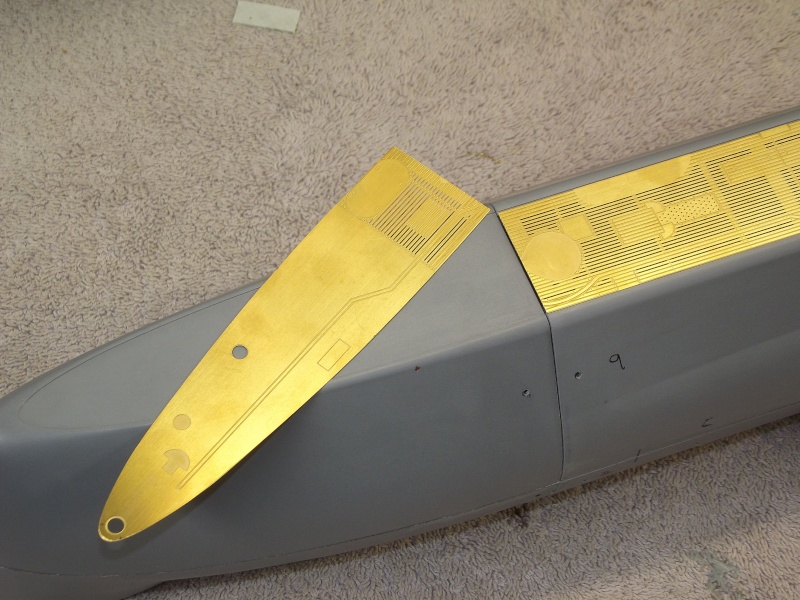
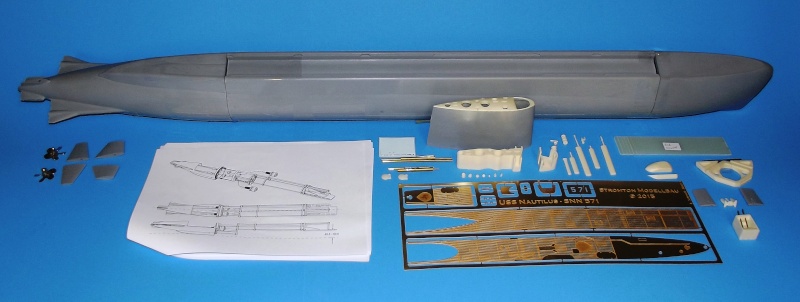
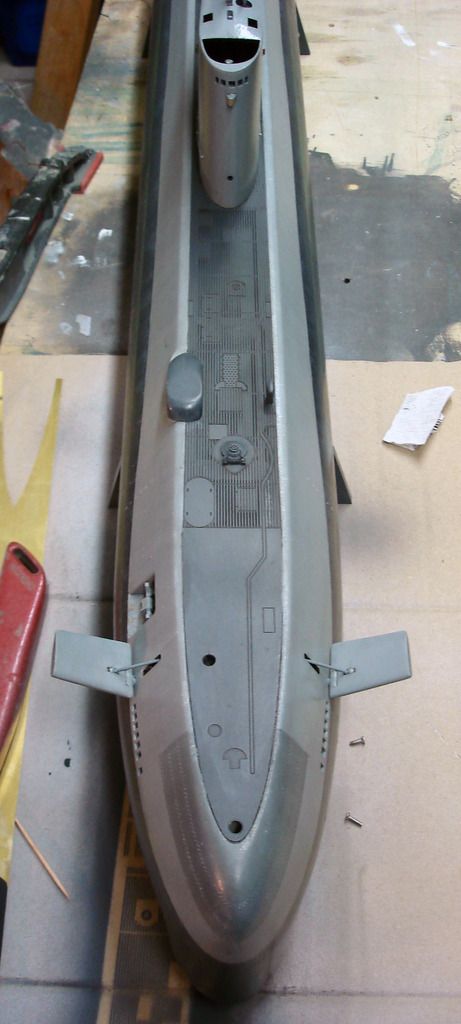
With this picture I'm jumping ahead a bit -- this is Aundrea's initial assembly of his kit. I
include it here to point out the use of the very detailed acid-etched deck pieces.
Provision is made in the upper GRP hull to accommodate this. A slight step is provided
atop the hull to sit this .015" thick acid-etched item atop the hull so that it sits flush.
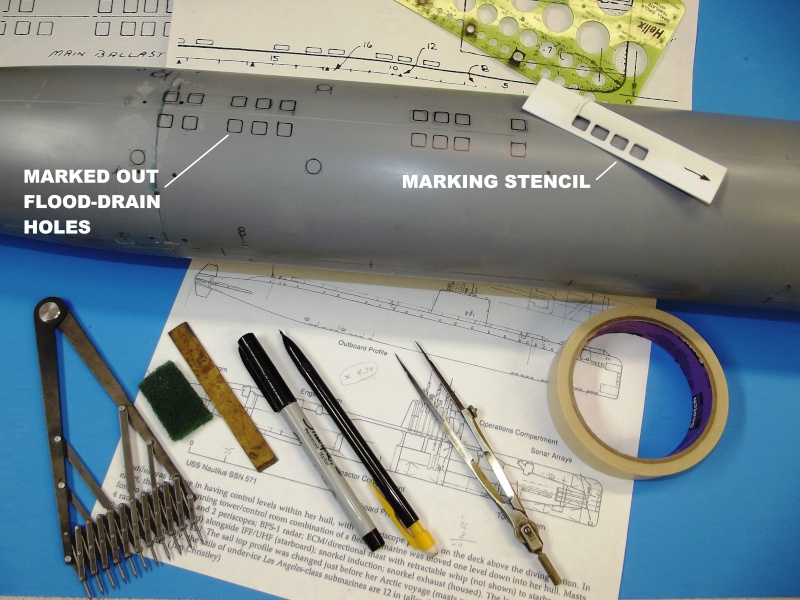
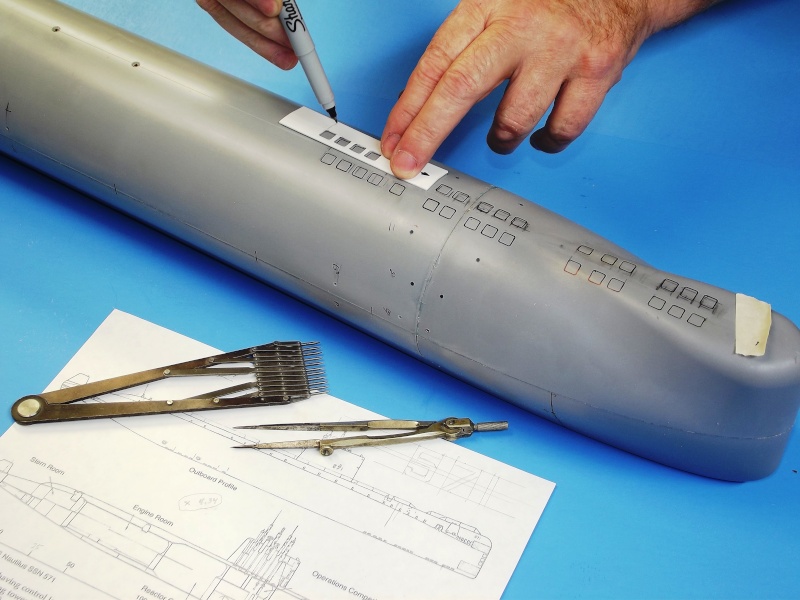
Though the USS NAUTILUS is distinctive of lines, it is a rather boring subject to look at
if the details that are there are not exploited to the maximum -- such is the case with the
deck: safety-track, slotted wooden deck, deck hatches, marker buoys, cleats, torpedo
loading skid, these and more are items captured by the brass metal deck pieces. Even
a bridge deck grating is provided on the acid-etched fret.
Andreas will be making this kit commercially available. What is pictured above is what I
would consider to be a more than adequate kit: right down to pages of exploded-view,
orthographic and isometric drawings outlining not only assembly of the kit proper, but
recommendations for the fabrication and assembly of the European style internals.
A preliminary kit. What I'm presenting here is likely not the definitive version -- note that
there is no bayonet rings to accomplish the water tight radial break between forward
and after hull halves; that the hull pieces (five of them) are provided split to suit those
wishing to assemble this r/c submarine as either a wet-hull or dry-hull type; and no form
of tech-rack (as the dry-hull guys would describe the internals mounting arrangement)
or water tight cylinder (WTC) is provided. Also, there may be material changes before
the production kits hit the street. So, regard what I've pictured here as a Beta test
article, subject to change.











")